Full Length Research Paper
ABSTRACT
In this study, the effects of artificial aging heat treatment on mechanical properties and corrosion behaviour of AA6XXX alloy were investigated. The effects of artificial aging time on microstructure and mechanical properties of alloy were analysed and at the same time corrosion behaviour was determined by corrosion tests. For experimental investigations, the alloy samples prepared in appropriate sizes were heated to 540°C (±0.5°C) with heating rate 10°C/min. by electrical resistance ceramic furnace. For the solution heat treatment, samples were kept in the furnace at this temperature for 4 h. The samples taken from the furnace were firstly poured into iced water at 10°C and then subjected to artificial aging at 190°C for 2, 4, 6, 10, 12 and 24 h. Finally, the samples taken from the furnace were left to cool down in stagnant air. The results show that the mechanical properties of the material were increased with increasing aging time. Corrosion tests have shown that the corrosion resistance of the alloy depends on the artificial aging time. The best value of corrosion resistance was obtained at a temperature of 190°C at 10-h aging period.
Key words: AA6XXX aluminium alloy, artificial aging, mechanical properties, corrosion behaviour.
INTRODUCTION
Aluminium is the second most used metal in the world. Due to its high specific strength (strength/weight ratio), easy formability, high thermal conductivity, compatibility with surface treatments and resistance to corrosion, aluminium and its alloys are used in a wide range of applications from automotive, building and packaging sectors to high voltage-electricity transmission lines to construction applications (Nandy et al., 2015; Mandava et al., 2014; Wu and Liao, 2013).
6XXX series aluminium alloys, containing Mg and Si as main alloy elements have generally good extrusion and rolling capabilities. These alloys also have good corrosion resistance, especially atmospheric environments. In addition to these favourable properties, the maintenance of the gloss of the anodized surface of the 6XXX series aluminium alloys also increases the amount of commercial use day-by-day (Panigrahi and Jayaganthan, 2010; Vargel, 2004; Yuksel, 2017). At the same time, the strength of this alloy group can be substantially increased by a two-stage heat treatment (Yuksel, 2017; Mohamed and Samuel, 2012).
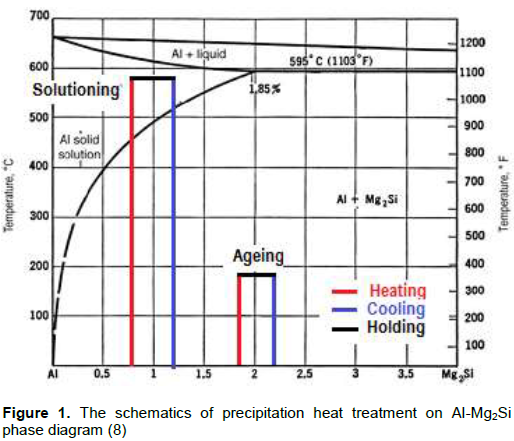
This two-stage heat treatment consists in solutioning and ageing process. The solutioning process, holding the alloy in temperature below temperature of the eutectic reaction, is used to dissolve the precipitations of Mg2Si, homogenize the chemical elements concentration on the cross-section of dendrites of the α phase and the change in the silicon precipitations morphology. The solutioning process is usually performed at 460-540°C for aluminium alloys of the 6XXX series (Figure 1).
The ageing process can be applied as natural aging at room temperature and the artificial aging at moderate temperatures. The ageing (soaking of the supersaturated alloy to separate strengthening phases from the super-saturated solid solution) and precipitation strengthening is obtained as a result of the phases precipitation of Mg2Si, Al2CuMg and Al2Cu) (Pezda, 2014).
Artificial ageing (holding the alloy at a constant moderate temperature during predetermined period) results in the improvement of the mechanical properties such as tensile strength and hardness and in simultaneous worsening of plasticity. Because the growth of alloy’s strength after heat treatment is very often accompanied with the reduction of the plasticity, their optimal relation should be selected depending on a given application of the alloy (Pezda, 2014).
In the aging phase, the precipitation process of the oversaturated melt takes place from the supersaturated solid solution (SSSS) during aging alloy going to be stable. According to the researchers, the precipitation sequence proceeds as follows: SSSS ïƒ GP zone ïƒ pre βII ((Al+Mg)5Si6) ïƒ βII (Mg5Si6, Al3MgSi6) ïƒ βI (Mg9Si5), βI, U1 (MgAl2Si2, MgAl4Si5), U2 (Mg2Al4Si5, MgAlSi) ïƒ β (Mg2Si) (Edwards et al., 1998; Vissers et al., 2007).
The coherent metastable phase βI, U1 and U2 coexists with βI-phase transition. The formation of the equilibrium β phase (Mg2Si) shows that there is significant strengthening of the alloy. With the increasing ratio of Mg:Si, the strength of the alloy is higher (Vissers et al., 2007). The maximum hardness is possible by obtaining the phase βII during aging. On the other hand, the conversion of the βII phase to the β phase is defined as over-aging, and the Face-Centred Cubic (FCC) crystal structure of the equilibrium phase β results in a reduction of the hardness of the alloy (Maisonnette et al., 2011; Li et al., 2013).
Depending on the temperature and duration of the applied artificial aging heat treatment, the type, size and quantity of the precipitated phase play an active role on the mechanical properties of the aluminium alloy and corrosion behaviour (Wu and Liao, 2013; Yuksel, 2017).
For practical applications, the corrosion resistance is one of the most decisive factors beside the mechanical properties. For this reason, in this study, the effects of artificial aging on the hardness and corrosion resistance of AA6XXX alloy were investigated.
EXPERIMENTAL STUDIES
The chemical analysis of commercial AA6XXX aluminium alloy used in this study and in rod form is given in Table 1.

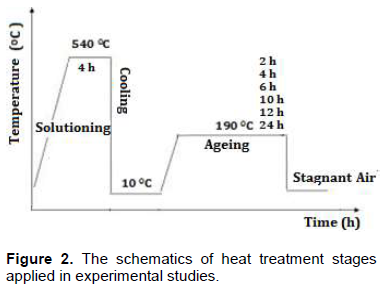
The specimens, have dimensions of 12.09 mm in diameter and 15 mm and were heated to 540 ± 0,5°C with heating rate 10°C/min in an electric resistance ceramic furnace. They were subjected to a solutioning treatment process for 4 h at this temperature. The samples taken from the furnace were first put into iced water at 10°C for 15 min and then subjected to artificial aging at 190°C for 2, 4, 6, 10, 12 and 24 h. Finally, the samples taken from the furnace were left to cool down in stagnant air. Figure 2 shows the temperature versus time (thermal) profile for the T6 heat treatment carried out on all the AA6XXX alloy samples in this study.
The heat-treated samples were prepared metallographically to examine their microstructural properties. For this purpose, the samples passed through the emery papers of 400, 600, 800, 1000 and 1200 mesh respectively were polished using 3 μm diamond paste solution and etched for about 30 s in Kellers Etch. Microstructure studies were performed using a JEOL JSM-6060LV brand SEM microscope.
The hardness measurements of the samples were carried out on a Brinell hardness tester using a 2.5 mm diameter hardened steel ball and a load of 62.5 kg. Hardness values ​​were determined by taking the arithmetic average of at least 5 measurements for each sample.
Potentiodynamic polarization (Tafel) method was used to determine the corrosion behaviour of the samples. Three electrode techniques were used in the experiments performed in the Gamry potentiostat/galvanostat device, using saturated Ag/AgCl as the reference electrode and graphite electrodes as the auxiliary electrode. Experiments were performed at room temperature and 3.5% NaCl solution, and potentiodynamic polarization measurements were carried out at 5 mV/s for 3600 s with a voltage between -1 and +1 V. Prior to the corrosion tests, the surfaces of the specimens, 12.09 mm in diameter and 5.16 mm in dimensions were passed through standard metallographic sample preparation steps up to 1200 mesh emery paper.
RESULTS AND DISCUSSION
The change in hardness values ​​according to the aging time of samples subjected to artificial aging at different durations at 190°C after solutioning treatment for 4 h at 540°C is given in Figure 3.
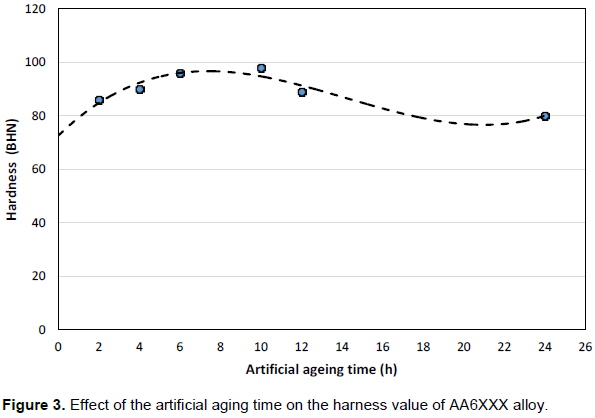
The commercial hardness value of AA6XXX aluminium alloy was 43 HB, and after solutioning treatment the hardness reduced to 40 HB. As seen in Figure 3, the hardness value of the samples increases with increasing artificial ageing time. The highest hardness value (98 HB) was obtained at 10 h aging time at 190°C. The hardness tended to decrease again with the prolongation of the aging period and the hardness value reduced to 89 HB in 12 h and to 78 HB in 24 h respectively.
Based on the results of the performed investigations, a mathematical relationship between the hardness of the alloy and the heat treatment parameters can be established. Pezda (2014) informed that the mathematical dependence of the effect of heat treatment parameters on the change of the alloy HB hardness is of second order polynomial.
At the end of the aging process, the increase in the hardness values ​​of the alloys is due to variations in the phases, precipitates and grain sizes formed in the microstructure. The increase in hardness is accepted as a sign of the success of the aging process after the dissolution in the literature (Mrowka and Sieniawski, 2005). The highest hardness value can be achieved by adjusting the optimum aging temperature and time.
When the aging process starts, both magnesium and silicon begin to precipitate as MgXSiY, as indicated by the formula of the solid solution. The precipitate phase formed at the start of aging is in perfect coherence with the aluminium matrix. But at high temperature, the MgXSiY precipitates become incompatible with the matrix with increasing duration. Because of the artificial aging process, the maximum hardness value of the samples is obtained by precipitation of βII (Mg5Si6) phase in needle form. The βII phase begins to turn into a rod like βI (Mg9Si5) phase during the increasing aging process, leading to a decrease in the hardness of the material. As the aging time increases, the precipitation of the β (Mg2Si) phase becomes more dominant, resulting in a marked decrease in the hardness of the aluminium alloy (Li et al., 2013). In this case, full conformity is required to achieve higher strength and stiffness (Pratikno, 2015; El-Menshawy et al., 2012).
At the same time, coarse particles and constantly growing grain sizes are observed due to the combination of increasingly coexisting precipitates in the over aging period. In this period, the factors that prevent dislocation movements keeps decreasing and consequently the mechanical properties of the material are becoming
increasingly smaller (Meyveci et al., 2010).
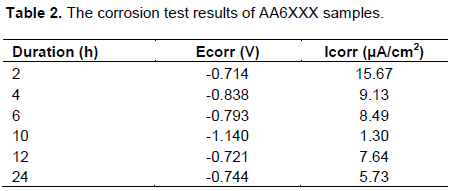
Corrosion current (Icorr) and corrosion potential (Ecorr) values ​​measured from the corrosion experiments of the samples by the potentiodynamic polarization (Tafel) method are given in Table 2.
The following formulas were used to calculate the corrosion rate (Rcorr) of the samples from these results (Baboian, 2016):

where:
Rcorr : Corrosion rate (mm/year)
Icorr : Corrosion Current Intensity (µA)
K: Constant (K:3.272 × 10-3 mm/year)
EA: Equivalent weight (atomic weight/valance)
d: Density (g/cm3)
A: Surface area (cm2)
The average density of T6 heat treated AA6XXX alloy samples were determined as 2.7013 (g/cm3) by Archimedes technique. The surface area of ​​samples was 1,1499 cm2 for corrosion test in this study and K constant was taken as 1.288; also, EA (equivalent weight) was calculated according to the chemical composition of alloy by the formula given below (Baboian, 2016):

Where, N: Atomic valance of element
fi: Chemical composition of element
MA: Atomic weight of element.
When the data of ​​elements of AA6XXX alloy are substituted in the formula, the equivalent weight value is found to be 9.0027. The corrosion rate (Rcorr) was then calculated according to the formula given above. The change in corrosion rate with the heat treatment time is plotted in Figure 4.
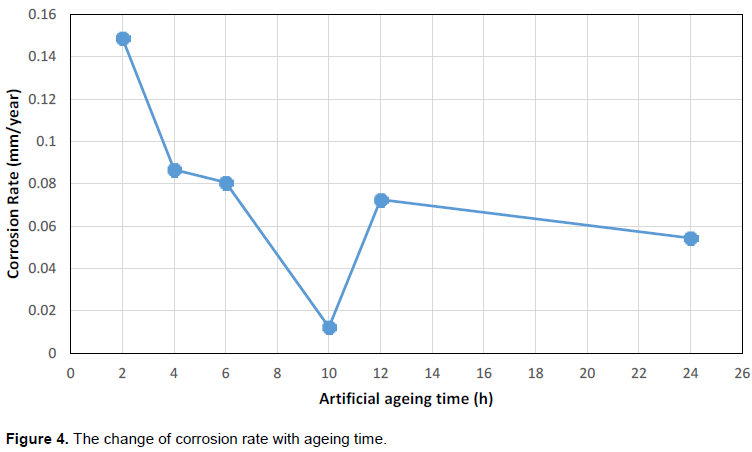
The corrosion rate of commercial alloy samples was detected as 0.1753 mm/year. As can be seen from Figure 2, the corrosion rate rapidly decreases with aging time and obtained the lowest value of 0.0123 mm/year in 10 h, which is the optimum artificial aging time. In the case of over aging, the corrosion rate increases rapidly and reached 0.0724 mm/year in 12 h.
Aluminium and its alloys are highly resistant to corrosion due to the thin, protective barrier oxide layer on their surface. However, in the presence of chloride ions in the environment this protective oxide layer of the region is likely to suffer from corrosion. The most important factors affecting the corrosion resistance of aluminium alloys are the alloying elements they possess. However, temperatures and durations used in heat treatments also play a dominant role in corrosion behaviour (Jones, 1996).
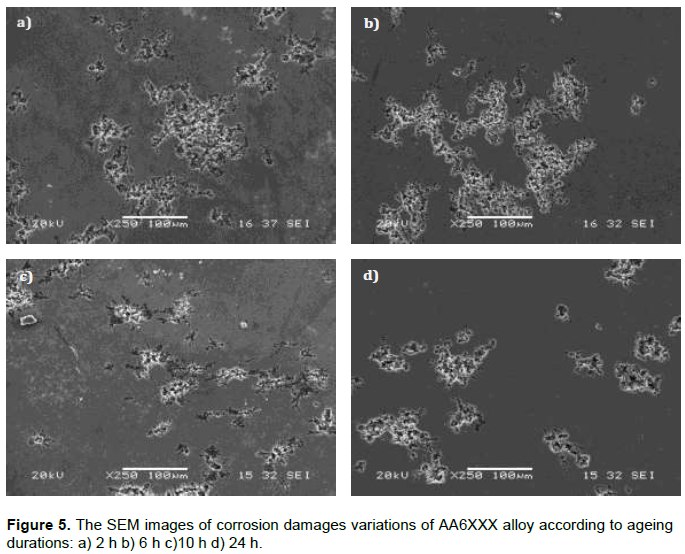
After the corrosion test, surface morphologies of the samples were examined on a SEM microscope. A pronounced pitting corrosion was observed on the surfaces of each specimen (Figure 5). Similar results have been obtained in the literature reviews and it has been observed that with increasing aging period, the pitting corrosion also increases (Svenningsen et al., 2006a). A similar situation has been detected by Yuksel (2017) by the corrosion tests performed to AA6063 alloys artificially aged at different temperatures and durations. It has been found that intergranular corrosion decreases with increasing aging time, and with the increase of pitting corrosion and over-aging, pitting corrosion becomes dominant.
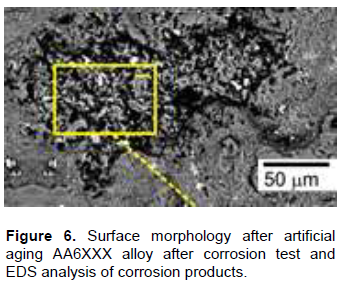
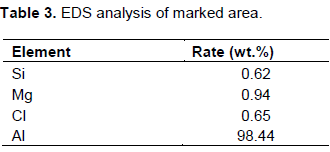
The corroded areas of the material surface were examined by SEM microscopy and the obtained SEM image and EDS analysis are given in Figure 6 and Table 3, respectively. The EDS analysis of the marked corrosion zone on the microstructure resulted in a concentration of chlorine ions (0.65%) in the corrosive solution, which is similar to many studies in the literature (Yuksel, 2017; Svenningsen et al., 2006a)
When the aging process starts, both Mg and Si are beginning to precipitate in the form of solid solution Mg2Si and there is an Al matrix around this phase. In this case, electrochemically, the Mg2Si phase is more active than the Al matrix; so this situation causes the formation of a micro-galvanic corrosion cell and the intergranular corrosion between the phase bound to the grain boundaries and the matrix (Yuksel, 2017).
As the selected temperature for artificial aging process increases, the aging time required to achieve optimum properties is shortened. In this case, however, the increasing aging time leads to the transition of the precipitated phase from needle-shaped to rod-like form (Maisonnette et al., 2011). The increase in pitting corrosion associated with increased aging time is due to the increase in the physical dimension of the more active precipitate phases compared to matrix; although this is not exactly proven (Svenningsen et al., 2006a, b).
CONCLUSIONS
The obtained results from the artificial aging process applied to AA6XXX aluminium alloy at 190°C for 2, 4, 6, 10, 12 and 24 h and their pertinent discussion allow drawing the following conclusions:
1) The AA6XXX Al-Mg-Si alloy exhibits strong ageing response despite having very small amounts of Mg and Si.
2) The experimental results have revealed that aging between 8 and 10 h at 190°C is the most suitable combination of time and temperature imparting maximum corrosion resistance and hardness to the alloy.
3) Up to the completion of the precipitation of the βII phase, a significant increase in the hardness of the material with increasing aging time was obtained and the highest hardness value (98 HB) was detected at the 10-h aging time.
4) With longer aging times, during the transformation of βII phase to βI and β phases (over-aging), the hardness of the alloy decreases rapidly as the sizes and distributions of the precipitates grow out of homogeneity and join with the adjacent precipitates and grow to extreme levels. During 24 h of aging, the hardness value decreased to 78 HB.
5) Likewise, the corrosion rate of alloys is reduced with increasing aging time, and the minimum corrosion rate (0.856 mpy) was obtained at 10-h aging time.
6) In the aging process of the AA6XXX alloy, two types of corrosion were observed, namely intergranular corrosion and pitting corrosion.
7) During the artificial aging, the intergranular corrosion susceptibility of the alloy continues to decrease until the precipitation of the bII phase is complete. However, as the size of the precipitated phase increased, the intergranular corrosion resistance increased, while the susceptibility of the alloy to pitting corrosion increased.
CONFLICT OF INTERESTS
The author has not declared any conflict of interests.
ACKNOWLEDGEMENT
This study was supported by grants to the author from Sakarya University, Scientific Research Projects Coordination Unit project grant coded: 2016-50-01-040
REFERENCES
|
Baboian R (2016). NACE Corrosion Engineer's Reference Book (4th Edition). NACE International. |
|
|
Edwards GA, Stiller K, Dunlop GL, Couper MJ (1998). The precipitation sequence in Al–Mg–Si alloys. Acta Materialia 46(11):3893-3904. |
|
|
El-Menshawy K, El-Sayed AWA, El-Bedawy ME, Ahmed AH, El-Raghy SM (2012). Effect of Aging Time at Low Aging Temperatures on the Corrosion of Aluminum Alloy 6061. Corrosion Science 54:167-173. |
|
|
Jones DA (1996). Principles and Prevention of Corrosion, Prentice-Hall, Upper Saddle River, NJ. |
|
|
Li HY, Zeng CT, Han MS, Liu JJ, Lu XC (2013). Time−Temperature−Property Curves for Quench Sensitivity of 6063 Aluminum Alloy, Transactions of Nonferrous Metals Society of China 23(1):38-45. |
|
|
Maisonnette D, Suery M, Nelias D, Chaudet P, Epicier T (2011). Effect of Heat Treatments on The Microstructure and Mechanical Properties of A 6061 Aluminium Alloy, Materials Science and Engineering A 528:2718-2724. |
|
|
Mandava S, Ramachandrula S, Yarramareddy A (2014). Effect of Thermal Treatment of a Ferro Magnetic Core on Induced EMF. Procedia Materials Science 6:436-443. |
|
|
Meyveci A, Karacan I, Caligulu U, Durmus H (2010). Pin-On-Disc Characterization of 2xxx and 6xxx Aluminium Alloys Aged by Precipitation Age Hardening. Journal of Alloys and Compounds 491(1-2):278-283. |
|
|
Mohamed AMA, Samuel FH (2012). A Review on the Heat Treatment of Al-Si-Cu/Mg Casting Alloys, Heat Treatment - Conventional and Novel Applications, Dr. Frank Czerwinski (Ed.), InTech DOI: 10.5772/50282. |
|
|
Mrowka GN, Sieniawski J (2005). Influence of Heat Treatment on the Microstructure and Mechanical Properties of 6005 and 6082 Aluminium Alloys, Journal of Materials Processing Technology 162:367-372. |
|
|
Nandy S, Bakkar MA, Das D (2015). Influence of Ageing on Mechanical Properties of 6063 Al Alloy, Materials Today: Proceedings 2(4-5):1234-1242. |
|
|
Panigrahi SK, Jayaganthan RA (2010). Study on The Combined Treatment of Cryorolling, Short-Annealing and Aging for The Development of Ultrafine-Grained Al 6063 Alloy with Enhanced Strength and Ductility, Metallurgical And Materials Transactions A 41(10):2675-2690. |
|
|
Pezda J (2014). The effect of the T6 heat treatment on hardness and microstructure of the EN AC-AlSi12CuNiMg alloy. Metalurgija 53(1):63-66. |
|
|
Pratikno H (2015). Aging Treatment to Increase the Erosion-Corrosion Resistance of AA6063 Alloys for Marine Application, Procedia Earth and Planetary Science 14:41-46. |
|
|
Svenningsen G, Larsen MH, Nordlien JH, Nisancioglu K (2006a). Effect of High Temperature Heat Treatment on Intergranular Corrosion of AlMgSi (Cu) Model Alloy, Corrosion Science 48(1):258-272. |
|
|
Svenningsen G, Larsen MH, Walmsley JC, Nordlien JH, Nisancioglu K (2006b). Effect of Artificial Aging on Intergranular Corrosion of Extruded AlMgSi Alloy with Small Cu Content. Corrosion Science 48(6):1528-1543. |
|
|
Vargel C (2004). Corrosion of Aluminium, Elsevier. ISBN: 978-0-08-044495-4. |
|
|
Vissers R, van Huis MV, Jansen J, Zandbergen HW, Marioara CD, Andersen SJ (2007). The crystal structure of the β′ phase in Al–Mg–Si alloys. Acta Materialia 55(11):3815-3823. |
|
|
Wu Y, Liao H (2013). Corrosion Behavior of Extruded near Eutectic Al–Si–Mg and 6063 Alloys. Journal of Materials Science and Technology 29(4):380-386. |
|
|
Yuksel B (2017). Effect of Artificial Aging on Hardness and Intergranular Corrosion of 6063 Al Alloy, Pamukkale University Journal of Engineering Sciences 23(4):395-398. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


