ABSTRACT
HYSYS process modeling software was used to analyze the effect of number of trays, feed tray position, and reflux ratio on naphtha and also on atmospheric residue yield. Analysis of data showed that liquid volume percentage yield of naphtha decreased with number of trays and reflux ratio increased. Whereas, in atmospheric residue, the yield increased with the number of trays and the reflux ratio decreased. In addition, the results demonstrated that the production of naphtha increased with feed stage move upper in the distillation column and the atmospheric residue decreased. The study recommends the development of flexible Crude Distillation Unit (CDU) design by which the number of trays and feed position can be changed. The current design does allow for such changes. Flexible design however, calls for flexible pipe work and heat exchanger network as well.
Keywords: HYSYS modeling, crude distillation unit, naphtha production, atmospheric residue production.
Oil refining is one of the most complex chemical industries. The objective in refinery operations is to generate as much profit as possible by converting crude oils into valuable products such as gasoline, jet fuel, diesel, and so on (Zhang and Zhu, 2000; Gary and Handwerk, 2001). In recent years the requirements for large quantities of liquid hydrocarbons, particularly gasoline and diesel fuels have increased and will continue to escalate, which will necessarily cause steady rise in production volume of the refining industry. The International Energy Agency in its World Energy Outlook 2008 is predicting the increase in yearly oil use to be 1.3% until 2020 and 1.0% from 2020 to 2030 (Muzic et al., 2011).
Crude distillation units are the major processing units in refineries, which are used to separate the crude oil by fractionating the feed according to the boiling point temperature so that each of the following processing units will have feed stocks that meet their particular specifications(Gary and Handwerk, 2001; Sons and Firm, 2007; Arjmand et al., 2011). The properties of crude oil vary during the years, this may affect the products specifications, which will make it difficult to achieve the quality performance specified for the distillation column. Proper original design is by far the best way to guarantee satisfactory operation and control (Buckley et al., 1985).
Simulation is presently a mature well tested technology and it is widely used for a variety of purposes, including design, control, test, optimization, and integration of process plants (Casavant and Cote, 2004; Denn, 2004).Simulations can save a lot of time and money. More-over, they are a lot cheaper and much faster than running series of experiments. ASPEN HYSYS is a strong and versatile tool for the simulation studies, modeling and performance monitoring for oil and gas production, gas processing, petroleum refining, and air separation industries. It helps to check the feasibility of a process, to study and investigate the effect of various operating parameters on various reactions (Agrawal, 2012). The Aspen Hysys (V8.0 (27.0.0.38)) simulation program was used for the simulation studies and the investigation of the effect of various operating parameters, because it offers a high degree of flexibility to accomplish a specific task. This flexibility combined with a consistent and logical approach to show these capabilities are delivered, makes HYSYS an extremely adaptable process simulation tool (Technology, 2005). There is no documented scientific literature on studying the influence of crude variation on product, hence in this study simulation using ASPEN HYSYS program will be used to study the effect of number of trays, feed tray position, and reflux ratio on naphtha and also on atmospheric residue yield production.
Aspen-HYSYS software is a general process simulation software. This software package is the one used around the world to design plants and to rate their performance. HYSYS was also used to conduct the analysis on atmospheric distillation column.
First a crude distillation unit was built using design data from Khartoum Refinery Company as a case study. In HYSYS, components and the thermodynamic fluid package (Peng-Robinson) are defined to create the simulation basis. The crude assay is defined with the TBP assay type to generate an internal TBP curve at atmospheric conditions for the characterization method. The assay definition is based on the crude oil API gravity (32.47), viscosity, and distillation data. Hypothetical components with their respective physical and critical properties are generated in HYSYS Oil manager environment. Then various values for reflux ratio and number of trays and feed tray position were set in order to determine how naphtha and atmospheric residue yield varied depending on them. Results were gathered and inputted into Microsoft Excel to observe trends in data.
As mentioned above the main purpose of the present work is to study the effects of variation of process conditions on the production of naphtha and residue yield in the atmospheric distillation column. For the present study, a refinery process was simulated in order to assist in the simulation. The details are discussed following.
Crude distillation unit
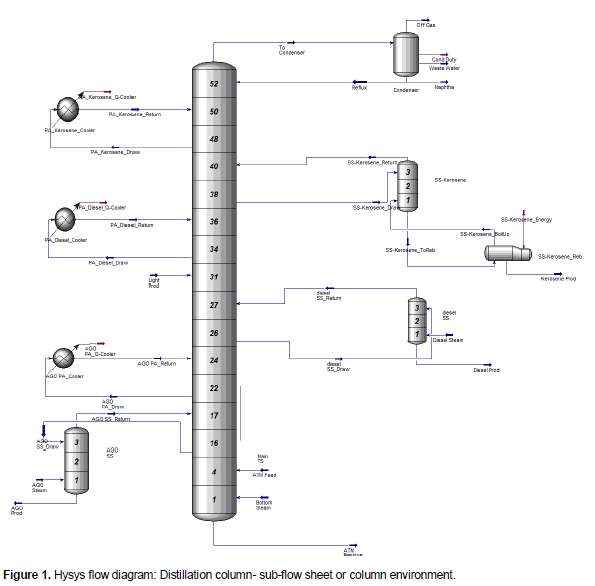
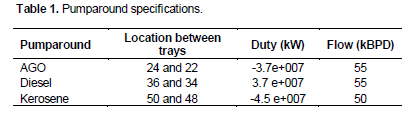
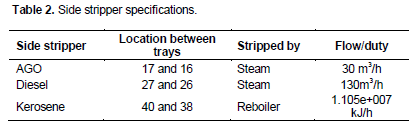
As shown in Figure 1 the column consists of 52 stages with a partial condenser, three side strippers and three pumparounds. The heated crude is sent in the tray 4. Side strippers comprising 3 stages have been utilized for diesel and atmospheric gas oil (AGO) (Table 2). Fractionation is increased by reducing the partial pressures with the aid of steam and a reboiler for kerosene (Table 2). The pressure drop at top of the CDU is 60 kPa with a top and bottom stage pressure of 15 and 160 kPa, respectively. Internal reflux has been ensured by the installation of three pumparounds as in Table 1.
The bottom steam entering at tray 1 is exchanging heat twice, that is, absorbing heat from the liquid flowing down the trays and then exchanging heat with the upward flowing vapors, entered at a rate of 3300 kg/h at400°C and 400 kPa.
Effect of tray numbers
The Aspen Hysys simulation program was used to study the effect of tray numbers on naphtha and atmospheric residue volume percentage product. The number of trays has been changed from 59 to 29 with a decrement of four stages. The other specifications were held as constant for the simulation to observe the variation in the products volume percentage. The results were analyzed using the Microsoft Excel Program, as shown in Figures 2 and 3.
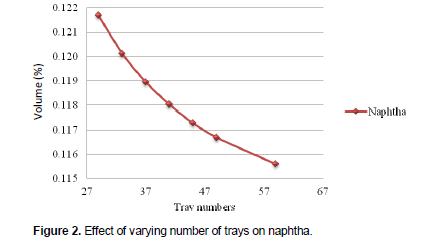
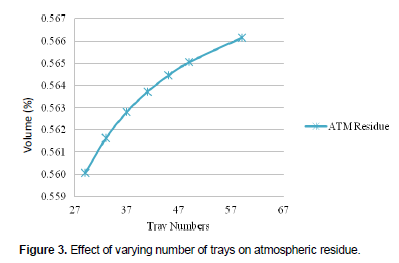
The results show that the liquid volume percent decreases with number of trays increases for naphtha, where as the percentage increased for atmospheric residue. This is because each additional tray acts as an extra equilibrium contactor which will decrease the volume production of naphtha. The trays have been added from the top after the condenser stage. As the hotter vapor passes through the liquid on the tray above, it transfers heat to the liquid. In doing so, some of the vapor condenses adding to the liquid on the tray. The condensate, however, is richer in the less volatile components than is in the vapor. Additionally, because of the heat input from the vapor, the liquid on the tray boils, generating more vapors. This vapor, which moves up to the next tray in the column, is richer in the more volatile components. This continuous contacting between vapor and liquid occurs on each tray in the column and brings about the separation between low boiling point components and those with higher boiling points (RWTUV, 2005).
Effect of feed tray position
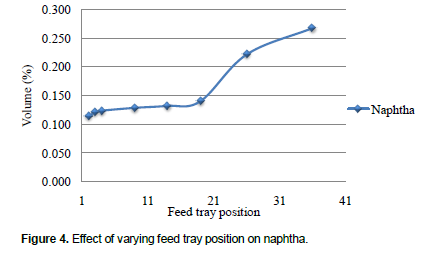
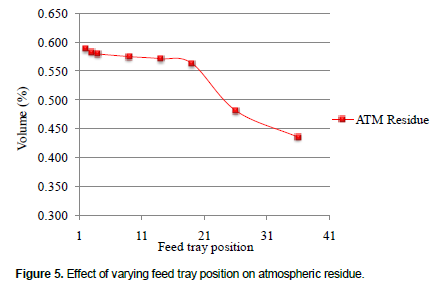
Simulation runs were performed at several different feed points from 2, 3, 4, 9, 14, 19, 26 and 36, keeping the material balance and total number of stages constant. For these case, predetermined specifications from the case study process description was held as constants for the simulation to observe the effects in volume products percentage yield. The results were analyzed using Microsoft excel program. Figures 4 and 5 represent the influence of varying feed tray position on the products percentage yield. The results show that the liquid volume percent of naphtha increases with the feed tray position increases, whereas the yield decreases for atmospheric residue.
This is because as the feed stage moves higher up the column, the top product becomes richer in the more volatile components which will necessarily increase the volume product. In the mean time the bottom contains less of the more volatile component, which will necessarily decrease the volume of production (RWTUV,
2005).
Effect of reflux ratio
Aspen Hysys simulation program was used to study the effect of reflux ratio on petroleum products.
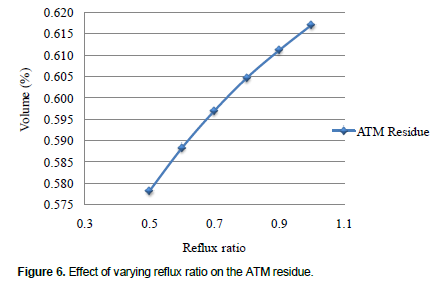
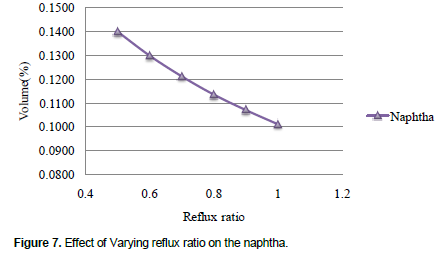
The reflux ratio has been set to be 0.6, 0.7, 0.8, 0.9 and 1. The other specifications from the case study process description were held as constants for the simulation to observe the effects in volume products percentage yield. The results were analyzed using Microsoft excel program. Figures 6 and 7 represent the influence of varying reflux ratio on the volume percentage yield.
The results clearly show that for naphtha with increasing the reflux ratio the volume percentage decreased. However, for the atmospheric residue the volume percentage increased with increasing the reflux ratio. This is due to the fact that increasing the reflux ratio will lead to more liquid that is rich in the more volatile components which are being recycled back into the column. Ultimately this turn of events will increase the separation efficiency, but will decrease the volume production of naphtha and vise versa for residue (RWTUV 2005).
An analysis was carried out on HYSYS process development software in order to study the effect of number of trays, varying feed tray position, and reflux ratio on naphtha production.
Results showed that liquid volume percentage decreased with the number of trays. Analysis also showed that the feed tray position had a significant impact on naphtha production. It has been found that the production of naphtha increased with feed stage move upper in the distillation column. In addition, the results demonstrated that the volume percentage decreased when the reflux ratio was increased. The study recommends the development of flexible CDU design by which allows for ease of changing the number of trays and feed position according to the needs of the industry. The current design does allow for such changes. Flexible design however, calls for flexible pipe work and heat exchanger network as well.
The author(s) have not declared any conflict of interest.
REFERENCES
|
Agrawal AK (2012). Effect on naphtha yield, overall conversion and coke yield through different operating variables in fcc unit using aspen-hysys simulator. National Institute of Technology, Rourkela. |
|
|
Arjmand M, Moreno L, Liu L (2011). "Energy Saving in Crude Oil Atmospheric Distillation Columns by Modifying the Vapor Feed Inlet Tray." Chem. Eng. Technol. 34(8):1359-1367.
CroossRef |
|
|
|
Buckley PS, Shunta JP, Luyben WL (1985). Design of distillation column control systems. United States of America, Instrument Society of America. |
|
|
Casavant TE, Cote RP (2004). "Using chemical process simulation to design industrial ecosystems." J. Cleaner Prod. 12:901-908.
CrossRef |
|
|
Denn M (2004). Processing, Modeling. Encyclopedia of Polymer Science and Technology, John Wiley & Sons, Inc. DOI: 10.1002/0471440264.pst470,11:263-287.
CrossRef |
|
|
|
Gary JH, Handwerk GE (2001). Petroleum refining, Technology and Economics, Marcel Dekker, Inc. |
|
|
Muzic M, Sertic-Bionda K, Adzamic T (2011). "The application of theoretical solutions to the differential mass balance equation for modelling of adsorptive desulfurization in a packed bed adsorber." Chem. Eng. Process. 50(4):409-416.
CrossRef |
|
|
|
RWTUV (2005). "Distillation Principles." Retrieved 10/2, 2014.
View
|
|
|
|
Sons JW, Firm K (2007). Wiley Critical Content: Petroleum Technology. Canada, Hoboken, N.J. |
|
|
|
Technology A (2005). HYSYS® 2004.2 user guide. Cambridge: 533.
View
|
|
|
|
Zhang N, Zhu XX (2000)."A novel modelling and decomposition strategy for overall refinery optimization."Comput. Chem. Eng. 24(2-7):1543-1548. |