Full Length Research Paper
ABSTRACT
In this work, rice husks ash (RHA) was introduced to pure and recycled high density polyethylene (HDPE) matrix, at varying ration (0-50%) to formulate rice husks ash High density polyethylene (RHA-HDPE) composite. RHA was obtained by burning fresh rice husks either by open-air burning (oRHA) or furnace calcination at 700°C (fRHA). The composite samples were made by melt-mixing the HDPE in an oven at a temperature of 150°C and adding different percentages of RHA in presence of maleic anhydride compatibilizer. Fourier Transform Infrared Spectroscopy (FTIR) and Scanning Electron Microscopy (SEM) were carried out to determine the structural properties of the samples, and both suggest occurrence of composting chemical changes. For all RHA-HDPE samples, a broad band was noted between 970-070cm-1. This was highly contributed by the RHA and associated to Si-O-Si stretching modes. Other peaks are associated with Si-O-C interaction and O-Si-O bending vibrations in the samples. Scanning electron Microscopy (SEM) micrographs for HDPE indicated a smooth and uniform surface with a number of voids. On addition of RHA, the particles filled these voids making the sample surface rough. This roughness is seen to increase with increased percentage of RHA. The studies conclude that the cheaply obtained oRHA is as good as the fRHA in making RHA-HDPE composite.
Key words: RHA-HDPE composites, maleic anhydride compatibilizer, rice husks, rice husks ash, Fourier Transform Infrared Spectroscopy (FTIR, scanning electron microscopy (SEM).
INTRODUCTION
High-density polyethylene (HDPE) is a thermoplastic polymer produced from the monomer ethylene, and one of the most important commercial polyolefin. Due to its excellent combination of properties (Diraddo and Laroche, 1995; Zhang et al., 2004), it has found diverse applications that include household appliances, automobiles, wiring and cables, aeronautics and packaging. However, HDPE and its wide use have drawbacks that emanates from its poor weatherbility (Khan and Ahmed, 2003; Zebarjad et al., 2006). To improve HDPE properties and reduce cost, fillers such as natural fibers (Lei et al., 2007), sisal fibers (Li et al., 2008), Kenaf fibers (Salleh et al., 2014) back fibers (Yemele et al., 2010) can be blended with HDPE amongst others as in the reviewed in various literature (Sarasini and Fiore, 2018; Dashtizadeh et al., 2017; Ng et al., 2020). Rice husks (RH), are a byproduct of rice milling process and produced in large quantities. For instance, the world rice production was approximately 782 million tonnes in 2018 (FAO, 2020). Rice husks constitute 20 % of rice paddy, and its composition is as follows: cellulose (50%), lignin (25–30%), silica (15–20%), and moisture (10–15%). Bulk density of rice husk is low and lies in the range 90–150 kg/m3 (Singh, 2018). These proportions may however change depending on the geographical conditions, rice variety, methods of sample preparation and analysis among others (Chandrasekhar et al., 2003; Johar et al., 2012). Rice husk has low commercial value, and when burnt to extract energy, the ash is of low value and most of it ends up in landfills (Govindarao, 1980; Shivam et al., 2019). This among other reasons has attracted research interests to use ash obtained from burning rice husks as fillers in thermoplastic polymers (Zaaba and Ismail, 2019). The use of RHA as a filler in HDPE offers a two-pronged advantage, that is, it reduces pollution of both waste rice husks and HDPE (Kohl et al., 2020; Van Thanh et al., 2020), and it ultimately leads to production of a novel material with its properties enhanced (Abdul Azam et al., 2020; Collazo-Bigliard et al., 2019). This was the motivation of this study.
Formulation of RHA-HDPE composites and their characterization has been undertaken in some studies in different ways. For instance, in their study on rice husk ash as a valuable reinforcement for high density polyethylene, Ayswarya et al. (2012) were able to formulate RHA-HDPE composites of different percentages. Compatibilization was first done where the compatibilizer (MA-g-HDPE) was a grafting reaction between maleic anhydride (MA) and HDPE with the help of dicumyl peroxide (DCP) initiator at 145 . The study amongst others like, Ginting et al. (2017) and Daramola et al. (2015), did not consider higher percentages of RHA neither did they consider the properties of the composites made by RHA from uncontrolled burning of rice husks which is a cheaper way of obtaining RHA.
Another study conducted by Dominic et al. (2014) on rice husk silica as an efficient biofiller in high density polyethylene, pretreatment of rice husks with HCl was first done followed by calcination in a furnace at 650 for 6h to get silica. HDPE was then allowed to melt at 145 for two minutes and then varying amounts of RHS (0.5-3 wt%) were added and mixed to form the composite. The test specimens were then cut from the cooled blends. SEM micrographs of pure HDPE showed a number of voids. On addition of RHS, the RHS particles
occupied the voids uniformly providing more reinforcement. The wavy texture of HDPE-RHS surface showed signs of greater energy absorption. FTIR analysis of the samples was not conducted as well as considering RHA instead of RHS. Ginting et al. (2014) in his study on preparation and characterization of RHA as a filler material into nanoparticles of HDPE thermoplastic composites, the composites were made by mixing HDPE, nanoparticle RHA and PE-g-MA in different percentages of HDPE (100, 95, 93, 91, 89, 87 wt %). A constant amount of compatibilizer (3% wt) was used. A different study was done by Tong et al. (2014) on mechanical and morphological properties of recycled HDPE composite using rice husk filler. The RH fibers were first dried in an oven to reduce the moisture content. The compounding of the fibers and recycled HDPE with the coupling agent (MA-g-HDPE) was done. Five different fiber loadings (0, 10, 20, 30 and 40% wt) were used. For structural characterization of the samples, SEM micrograph image for 0% wt RH fiber showed no clear gaps in between the recycled HDPE particles. This proved that recycled HDPE was well mixed during the extrusion process. For 20% wt RH fibers, SEM image showed no clear gaps between RH fibers and recycled HDPE matrix indicating good interface bonding. For 40% wt RH fiber, the fibers were perfectly attached to the matrix and were evident that the fibers were strongly imbedded in the matrix. FTIR analysis was not carried out. Also, RHA was not considered in preparation of the samples.
Parvinzadeh et al. (2010) studied on Surface Characterization of Polyethylene terephthalate/Silica nanocomposites. In their study, an ATR-FTIR was done on the samples. It was found that there was a broad band at 3200-3400 cm-1, intense bands at 3000-3200 cm-1 and bands at 1600-1800 cm-1. These bands were related to intermolecular O-H bonds, CH2 asymmetric stretching and C=C or C=O stretching vibrations. The –OH stretching vibrational peak became broader at 3200-3400 cm-1 band due to hydrogen bonds. This was for the hydrophilic nanosilica incorporated into PET matrix. Other sharp bands at 1400-1600 cm-1 and 950-1250 cm-1 were assigned to C=C stretching and C-H in plane bending of benzene rings. It was also noted that on addition of hydrophilic nanosilica into the PET matrix, the O-H intermolecular bonds and CH2 stretching vibrations were intensified. A more intense band was also noted at 1000-1200 cm-1 related to Si-O-C interactions in the PET/hydrophilic nano-silica composites. SEM micrographs indicated that the PET had a smooth and uniform surface. On adding nano-silica particles to the matrix, nano-silica particle-particle and nano-silica particle-PET chain interactions led to formation of agglomerates on the surface of PET composites. This led to increased surface roughness of the composites. HDPE and RHA were not incorporated in this study.
The aim of this study was to composite RHA and HDPE (both from pellets and packaging containers). In this study however, it is sought to obtain rice husks in two ways, that is, through open air burning, which is cheap but mostly results to RHA with amorphous silica, and secondly, through controlled furnace calcination that would prove expensive but results to crystalline silica in the ash when right temperature conditions are chosen. The author sought to compare the properties of the composites made from HDPE that is recycled from old used packaging containers, and pure HDPE pellets obtained from plastic industries in Nairobi, Kenya using Fourier transform infrared spectroscopy (FTIR) and scanning electron microscopy (SEM)
MATERIALS AND METHODS
Materials
HDPE was obtained in two ways; first as HDPE pellets from industries and also in form of HDPE packaging containers collected from Chuka municipality dumpsites in Tharaka Nithi County, Kenya. Pure HDPE has a melt flow index of 16 g/10 min (190 ?/2.16 kg) and a melting temperature range of 130-160 ? (Dominic et al., 2014). Other chemicals used were maleic anhydride and hydrogen peroxide obtained from sigma aldrich. RHA was obtained open air burning (oRHA) and furnace (fRHA) calcination at 700 ?.
Methodology
Compatibilization
The compatibilizer (MA-g-HDPE) was made by melt mixing HDPE and maleic anhydride (MA) in the ratio 90:10 with the help of hydrogen peroxide (H2O2) initiator (6% wt) in the molten state. It was allowed to solidify and then used in the preparation of RHA-HDPE blends. This followed a modified procedure as done by Ayswarya et al. (2012) and Montanheiro et al. (2016).
Preparation of the HDPE-RHA Composite
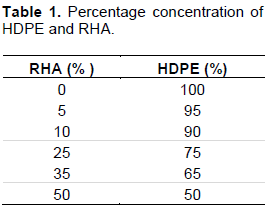
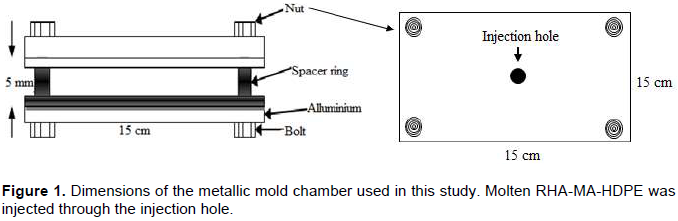
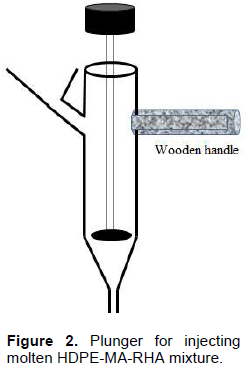
Samples collected from the dumpsite were heavily washed and allowed to dry to avoid contamination of the samples; it was cut into small pieces then melted as follows. HDPE was allowed to melt in an oven at a temperature of 150? for 20 min then varying amounts of RHA were added as indicated in Table 1 and a constant amount of compatibilizer (consisting of 15 % of the weight of the total blend) was blended with HDPE. The mixture was mechanically stirred to ensure a homogenous mixture. Exact masses of RHA and HDPE were measured using an analytical balance. The molten mixture was then allowed to cool to room temperature after being injected into the designed metallic mold chamber, whose design and dimensions are shown in Figure 1. The injection was made easier using a designed metallic syringe designed as shown in Figure 2. After cooling, it was then cut into samples to be used for the different characterizations.
Structural characterization
This was determined following the method of Mohamad (2007) using Fourier Transform Infrared Radiation (FTIR). The FTIR spectra for the samples were recorded on an ATR Perkin Elmer A100 spectrometer. The resolution was 4 cm-1 and each sample was scanned four times at a range of 4000-380 cm-1. Morphology and particle size determination followed a modified procedure obtained from Ghasemi and Younesi (2011), using Zeiss Ultra plus Scanning Electron Microscopy (SEM) operated at 5 kV. The prepared samples were first sprinkled uniformly over an adhesive tape and spatter coated with a thin layer of gold, and an electron acceleration voltage of 20 kV was applied.
RESULTS AND DISCUSSION
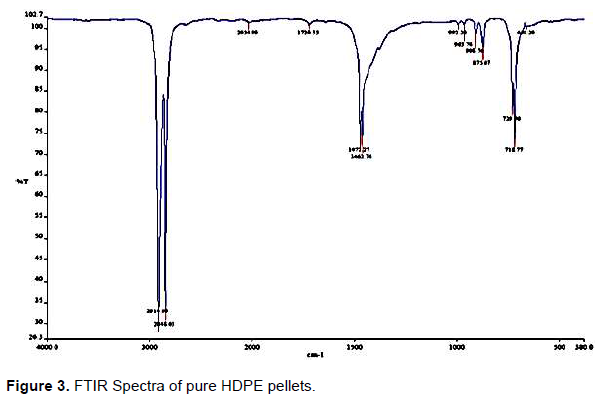
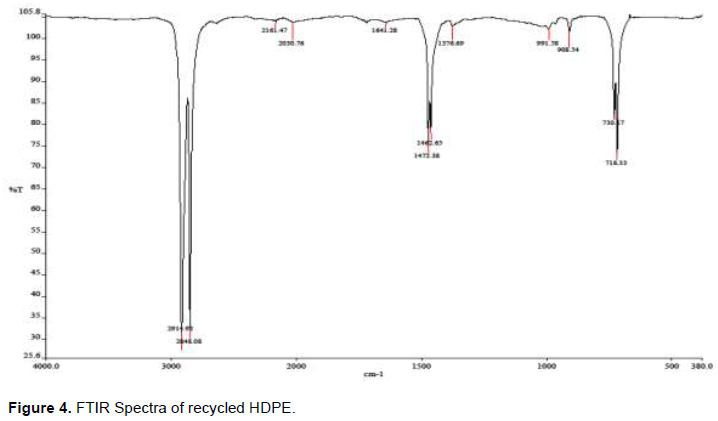
FTIR Spectra of pure HDPE and recycled HDPE
The FTIR spectra of pure HDPE and recycled HDPE are shown in Figures 3 and 4, done for wavenumbers between 4000 cm-1 and 380 cm-1. The peaks for pure and recycled HDPE were similar. There are two similar prominent sharp peaks for the two types of HDPE between 2914 cm-1 and 2849 cm-1 showing that they have the highest transmittance of IR at this region. The other peaks are also in close range to each other as seen in the spectra for both types of HDPE (Lin et al., 2015). During manufacture of plastic products there are many additives added, mostly dependent on the polyolefin type and end use of the product. Luckily as outlined in a study by Hahladakis et al. (2018), stabilizers, antioxidants and UV stabilizers additives are used in lower quantities or none in polyethylene products (HDPE and LDPE). It gives assurance that the HDPE obtained from recycling doesn’t differ much from pure HDPE. This was similar results to the study by Hadi et al., 2014. It is now expected, similar to a study by Adhikary et al. (2008), that the properties of the composites based on recycled HDPE will be equivalent to those based on pure HDPE.
FTIR spectra of open air burnt and furnace calcined RHA
FTIR spectra of oRHA and fRHA are shown in Figure 5.
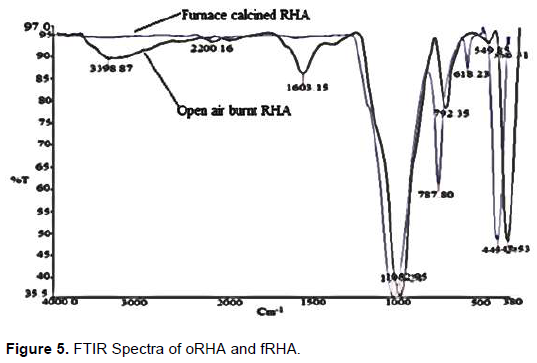
The broad band evident in oRHA peaking at 3398.87 cm-1 represents the silinol OH groups and surface adsorbed water (Ren et al., 2013; Zhang et al., 2013), and it is absent in fRHA. This was shown in other studies (Deshmukh et al., 2012). Another unique and differentiating band in oRHA is the band peaking at 1603.15, representing C=C stretching of aromatic carbon (Chuai et al., 2001; Khalil et al., 2001; Prachayawarakorn and Yaembunying, 2005). The peaks between 1200 cm-1 and 700 cm-1 represents the vibration modes of the Si-O-Si network (Della et al., 2002). The peaks at 1051.24 cm-1 for fRHA and 1052.95 cm-1 for oRHA show the silixone groups Si-O-Si (Pongdong et al., 2015). The band at 443.24 cm-1 and shifted to 447.53 cm-1 is associated to Si-O bending mode (Della et al., 2002). These peaks show the presence of SiO2 with a slight peak shifting that matches earlier studies. This indicates the presence of Nano structured SiO2 in the RHA, as expected.
FTIR spectra of the RHA-MA-HDPE composites
Figure 6 to 9 shows the spectra of RHA and compatibilized HDPE-RHA composites for different proportions of RHA and the two different RHA preparation methods. The FTIR spectra broadly shows peaks around the following larger bands, 995.08-1068.37 , 1324.86-1473.35 , 2048.03-2074.07, 2821.35-2914.88 and 3659-3698.80 cm-1. There is a great similarity in the peaks was noted for samples with 5, 10 and 35% fRHA. Additional peaks exist at 875-450 cm-1 for the RHA-MA-HDPE made composited of 50% oRHA is evident. These are the peaks present in the RHA before compositing. This could mean that most of the RHA at this percentage mix ratio has not blended well in the HDPE matrix. It could have agglomerated into pockets within the HDPE without forming a uniform blend. However, other peaks have slightly shifted for the RHA-HDPE samples compared to those of pure ash and pure HDPE indicate changes in structure. This is due to formation of new bonds between the –OH and Si-O-Si groups in the RHA and –CH group in the HDPE.
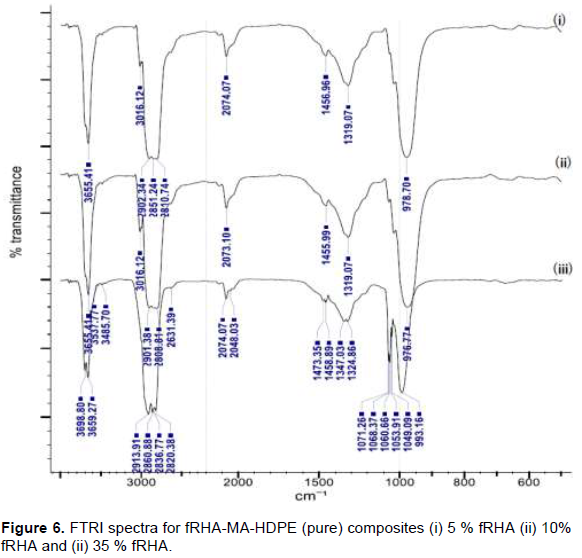
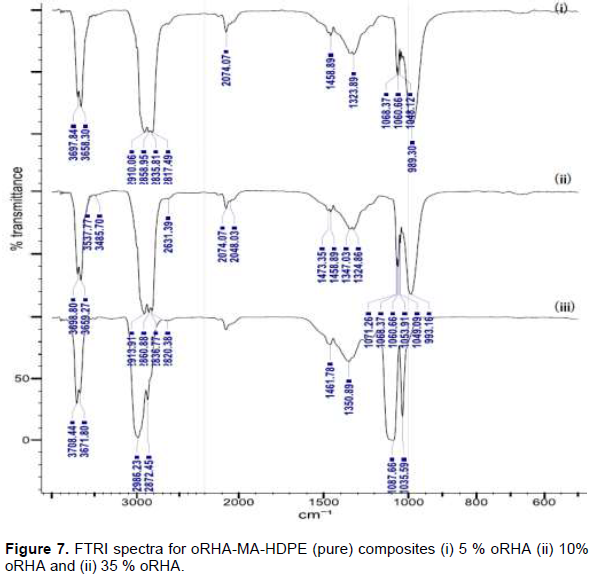
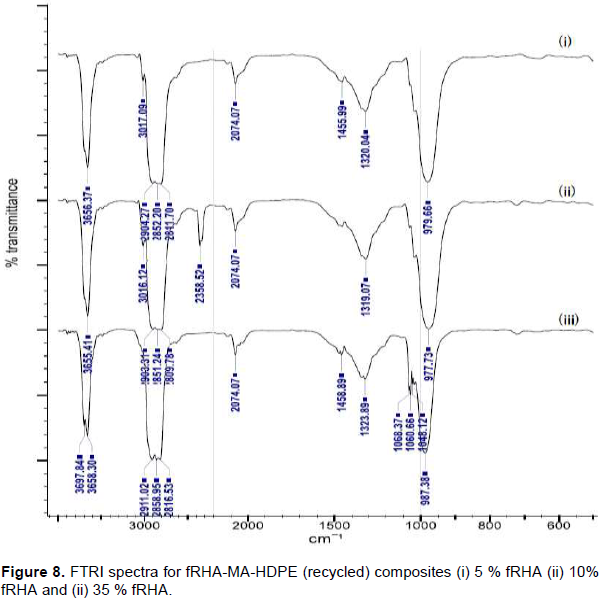
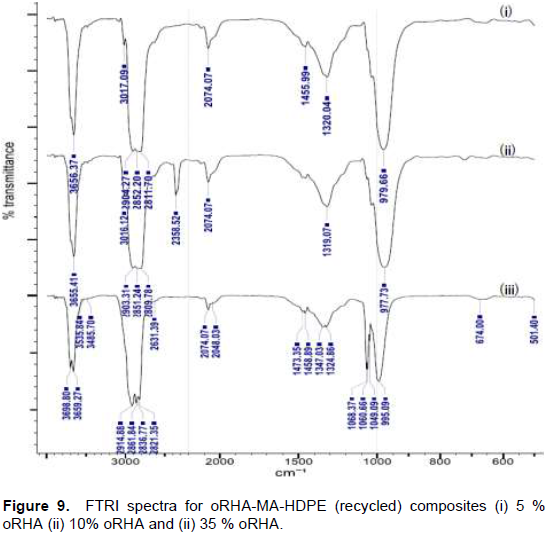
The peaks between, 3655.41-3708.44 cm-1 in the sample with 5, 10 and 35% RHA (both oRHA and fRHA), show the presence of O-H group in the RHA arising from silanol functional groups. There is a broad band at 3599.19 cm-1 for 25% fRHA-recycled HDPE, 3567.78 cm-1 for 25% open-air RHA-pure HDPE, 3482.80 cm-1 for 50% fRHA-recycled HDPE, 3436.34 cm-1 for 50% open-air RHA-recycled HDPE and 3418.08 cm-1 for 50% open-air RHA-pure HDPE. These bands are related to intermolecular O-H bonds. The sharp peaks at 2848.03 cm-1 and 2914.99 cm-1(100% recycled HDPE) which shift slightly to 2848.08 and 2914.92 cm-1 (100% pure HDPE) appear as one broad band between 2808.81-2914.88 cm-1. This is for all 5, 10 and 35% RHA except for the 35% open-air RHA-pure HDPE where it appears between 2872.45-2986.23 cm-1. These intense broad peaks are associated with CH2 asymmetric stretching. The broad peak is also associated with –OH group and chemically absorbed water in the RHA. The prominent peak at 2074.07 cm-1 which shifts to 2073.10, 2034.59, 2019.92 and 2028.35 cm-1 (5, 10 and 35% RHA spectra) is related to C=C or C=O stretching vibrations. Other smaller peaks were noted between 1500-1800 cm-1 for 25% fRHA-pure and recycled HDPE, 50% fRHA-recycled HDPE, 50% oRHA-recycled HDPE and 50% oRHA-pure HDPE. These were also associated with C=C or C=O stretching vibrations. Between, 1400-1500 cm-1 there appeared sharp peaks which were much longer for 0, 25 and 50% RHA. A broad band with slightly sharp peaks at the end appeared between, 1300-1350 cm-1. These are associated with C-H in plane bending. The broad band between 970-1090 cm-1 for all RHA-HDPE samples is associated with Si-O-Si stretching modes. Other smaller sharp peaks appeared between 750-910 cm-1 and much sharper and longer peaks between 700-730 cm-1 for the 25% and 50% RHA samples. These are related to Si-O-C interactions in the RHA-HDPE blends. For these samples, a broad peak is also noted between, 440-470 cm-1. It is highly contributed by the RHA and is associated with O-Si-O bending vibration in the ash samples.
SEM analysis
Figure 10 shows the SEM micrographs of HDPE both pure and recycled at a higher magnification of 20 kx. There is evidence of ‘smooth’ homogeneous matrix in both, but with voids that could easily be filled by filler materials. Figure 11 shows SEM micrographs for 25% RHA-HDPE samples for various magnifications. There is evidence of agglomeration of RHA on the surface of HDPE composites. Lower magnification spectra for these samples show distinction between RHA particles and HDPE particles. RHA particles of irregular shapes and non-uniform distribution are also observed. Voids are also seen on the surface indicating its roughness. The surfaces also tend to appear smooth as the magnification increases. There is a homogenous dispersion of RHA particles in the matrix showing uniform composition of RHA-MA-g-HDPE. Due to its low percentage in these composites, RHA could not fill all the voids in the HDPE. Also, at this magnification there appear no clear gaps between the RHA and HDPE matrix indicating good interface bonding.
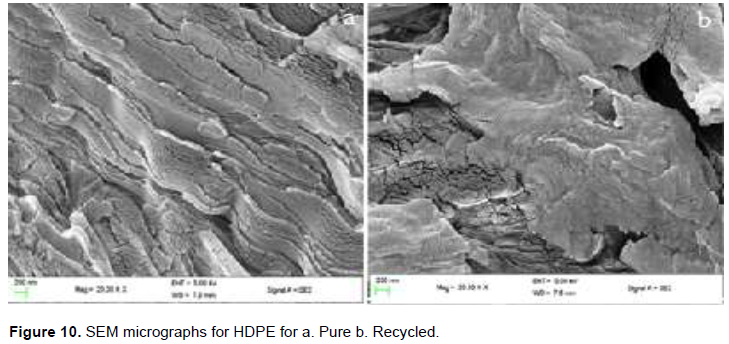
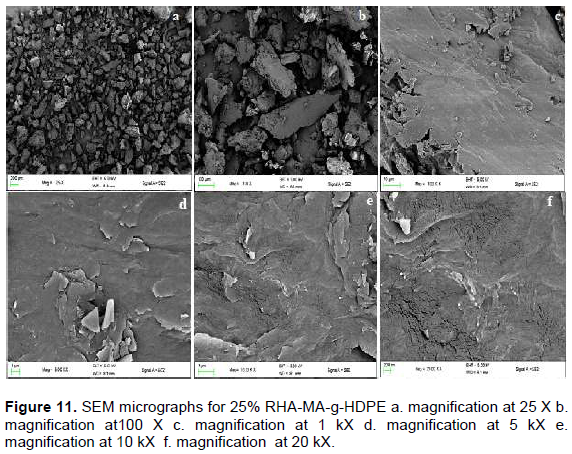
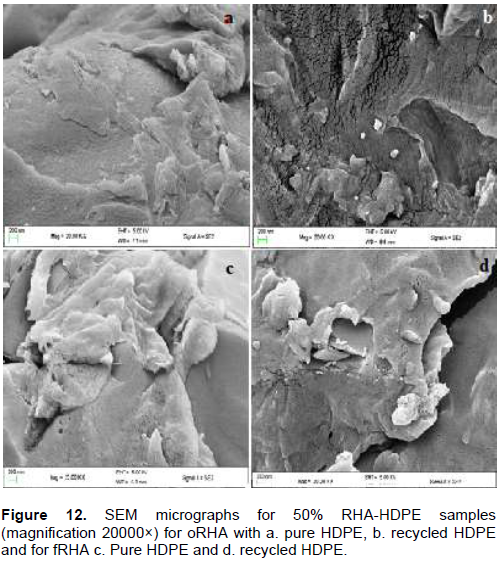
Figure 12 shows micrographs for 50% RHA-HDPE composites (magnification 20000×). The micrograph shows thermal eradication of the organic matter in the rice husk ash by forming residual pores within the ash sample. This is an ultimate indicator of porous active silica with large internal surface area. The color of the silica is grey, with loose flakes showing plate-like morphology (Farooque et al., 2009).
CONCLUSION
FTIR analysis for the RHA-HDPE samples showed that there were structural changes due to addition of RHA into the HDPE. It was also observed that the sharp peaks in the HDPE converted to broad peaks in these samples. All the 5% RHA- HDPE blends had a common transmittance at 2074.07 cm-1 which shifted to 2073.10 cm-1 for the 10% fRHA-pure HDPE. The 25% RHA-HDPE spectra were similar to those of HDPE with very slight shifts in peaks. For the 50% RHA-HDPE blends, the spectra appeared as a combination of both the RHA spectra and HDPE spectra. This meant that they contributed equally to the structure formation. In terms of functional groups, sharp peaks appeared between 3655.41-3708.44 cm-1 for the 5, 10 and 35% RHA samples showing the presence of O-H group in the RHA arising from silanol molecules. Broad bands are seen to appear in some of the 25% RHA and 50% RHA blends. These are related to intermolecular O-H bonds. Some of the sharp peaks in HDPE appear as a broad band in the 5, 10 and 35% RHA samples. These are associated to CH2 asymmetric stretching, -OH group and chemically absorbed water in the ash.
Sharp peaks between, 1400-1500 cm-1 were observed for the 0, 25 and 50% RHA samples. These are related to C-H in plane bending of benzene rings. SEM analysis for the RHA-HDPE samples indicated that the surface for the 100% HDPE initially appeared smooth and uniform with a wavy texture. On addition of different percentages of RHA, SEM indicated that the surface texture for the samples roughens as the RHA percentage increases. RHA fills the voids in the HDPE making it to appear rough. Also, different magnifications show different surface textures for the same sample. Therefore, production of the oRHA is cheaper and has almost similar or better properties as compared to industrial made which is expensive and much involving. The production of oRHA through this method will also help control the pollution caused by RHA ash as sometimes the ash lacks deposition sites ending up becoming a menace in the society. The reinforcement of the HDPE with the oRHA is predicted to improve the mechanical properties of the HDPE. This study recommends the use of more equipment in the structural analysis of the composites. Also, specific and different temperatures can be considered especially for the fRHA. Other percentages of RHA can also be used to make more samples for more detailed analysis. Further studies on the mechanical properties are encouraged.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests
REFERENCES
|
Abdul Azam FA, Rajendran RNR, Yuhana NY, Mohd RNA, Ahmad S, Sulong AB (2020). Fabrication of Porous Recycled HDPE Biocomposites Foam: Effect of Rice Husk Filler Contents and Surface Treatments on the Mechanical Properties. Polymers 12(2):475. |
|
|
Adhikary KB, Pang S, Staiger MP (2008). Dimensional stability and mechanical behaviour of wood-plastic composites based on recycled and virgin high-density polyethylene (HDPE). Composites Part B: Engineering 39(5):807-815. |
|
|
Ayswarya EP, Francis KV, Renju VS, Thachil ET (2012). Rice Husk Ash-A Valuable Reinforcement for High Density Polyethylene. Materials and Design 41:1-7. |
|
|
Chandrasekhar SATHY, Satyanarayana KG, Pramada PN, Raghavan P, Gupta TN (2003). Review processing, properties and applications of reactive silica from rice husk-an overview. Journal of Materials Science 38(15):3159-3168. |
|
|
Chuai C, Almdal K, Poulsen L, Plackett D (2001). Conifer fibers as reinforcing materials for polypropylene?based composites. Journal of Applied Polymer Science 80(14):2833-2841. |
|
|
Collazo-Bigliardi S, Ortega-Toro R, Chiralt A (2019). Improving properties of thermoplastic starch films by incorporating active extracts and cellulose fibres isolated from rice or coffee husk. Food Packaging and Shelf Life 22:100383. |
|
|
Daramola OO, Oladele IO, Adewuyi BO, Sadiku R, Agwuncha SC (2015). Influence of Submicron Agro Waste Silica Particles and Vinyl Acetate on Mechanical Properties of High Density Polyethylene Matrix Composites. West Indian Journal of Engineering 38(1). |
|
|
Dashtizadeh Z, Abdan K, Jawaid M, Khan MA, Behmanesh M, Dashtizadeh M, Ishak M (2017). Mechanical and thermal properties of natural fibre based hybrid composites: a review. Pertanika Journal of Science and Technology 25(4):1103-1122. |
|
|
Della VP, Kühn I, Hotza D (2002). Rice husk ash as an alternate source for active silica production. Materials Letters 57(4):818-821. |
|
|
Deshmukh P, Peshwe D, Pathak S (2012). FTIR and TGA analysis in relation with the% crystallinity of the SiO2 obtained by burning rice husk at various temperatures. Advanced Materials Research 585:77-81. Trans Tech Publications Ltd. |
|
|
Diraddo RW, Laroche I (1995). Physical properties of virgin HDPE and recycled polymers. Plastics, Plastics, Rubber and Composites Processing and Applications 4(24):197-200. |
|
|
Dominic CDM, Begum PMS, Joseph R, Jose AR (2014). Rice Husk Silica-Efficient Bio Filler in High Density Polyethylene. International Journal of Advanced Scientific and Technical Research 4(2):561-569. |
|
|
Farooque KN, Zaman M, Halim E, Islam S, Hossain M, Mollah Y A, Mahmood AJ (2009). Characterization and utilization of rice husk ash (RHA) from rice mill of Bangladesh. Bangladesh Journal of Scientific and Industrial Research 44(2):157-162. |
|
|
Ghasemi Z, Younesi H (2011). Preparation and Characterization of Nanozeolite NaA from Rice Husk at Room Temperature without Organic Additives. Journal of Nanomaterials P 50. |
|
|
Ginting EM, Bukit N, Frida E (2017). Preparation and Characterization Of Nano Composites Hdpe Blend with Rice Husk Ash Nanoparticles. International Journal of ChemTech Research 10(13):348-356. |
|
|
Ginting EM, Wirjosentono B, Bukit N, Agusnar H (2014). Preparation and Characterization of Rice Husk Ash as Filler Material into Nanoparticles on HDPE Thermoplastic Composites. Journal Chemistry and Materials Research 6(7). |
|
|
Govindarao VMH (1980). Utilization of rice husk: a preliminary analysis. Journal of Scientific and Industrial Research 39(9):495-515 |
|
|
Johar N, Ahmad I, Dufresne A (2012). Extraction, preparation and characterization of cellulose fibres and nanocrystals from rice husk. Industrial Crops and Products 37(1):93-99. |
|
|
Hadi JA, Najmuldeen FG, Ahmed I (2014). Quality restoration of waste polyolefin plastic material through the dissolution-reprecipitation technique. Chemical Industry and Chemical Engineering Quarterly 20(2):163-170. |
|
|
Hahladakis JN, Velis CA, Weber R, Iacovidou E, Purnell P (2018). An overview of chemical additives presents in plastics: migration, release, fate and environmental impact during their use, disposal and recycling. Journal of hazardous materials 344:179-199. |
|
|
Khalil HA, Ismail H, Rozman HD, Ahmad MN (2001). The effect of acetylation on interfacial shear strength between plant fibres and various matrices. European Polymer Journal 37(5):1037-1045. |
|
|
Khan JH, Ahmed N (2003). Photo-oxidative degradation of recycled, reprocessed HDPE: changes in chemical, thermal and mechanical properties. Bulgarian Journal of Physics 30(3-4):158-169. |
|
|
Kohl JG, Kohl AG, Licea-Claverie A, Zizumbo-Lopez A, Jayasinghe R, Ashokcline M, Baillie C (2020). Mechanical and thermal characterization of as-received recycled polyethylene filled with rice husk and their relationship to the end use of these composites. Polymer-Plastics Technology and Materials 59(13):1463-1472. |
|
|
Lei Y, Wu Q, Yao F, Xu Y (2007). Preparation and properties of recycled HDPE/natural fiber composites. Composites Part A: applied science and manufacturing 38(7):1664-1674. |
|
|
Li Y, Hu C, Yu Y (2008). Interfacial studies of sisal fiber reinforced high density polyethylene (HDPE) composites. Composites Part A: Applied Science and Manufacturing 39(4):570-578. |
|
|
Lin JH, Pan YJ, Liu CF, Huang CL, Hsieh CT, Chen CK, Lou CW (2015). Preparation and Compatibility Evaluation of Polypropylene/ High Density Polyethylene Polyblends. Materials 8(12):8850-8859. |
|
|
Mohamad FZC (2007). Performance of Recycled High Density Polyethylene (HDPE)/Rice Husk Composite Injection Grade in Thermoforming Process. |
|
|
Montanheiro TLDA, Passador FR, Oliveira MPD, Durán N, Lemes AP (2016). Preparation and Characterization of Maleic Anhydride Grafted Poly (Hydroxybutirate-CO-Hydroxyvalerate)-PHBV-g-MA. Materials Research 19(1):229-235. |
|
|
Ng WK, Johar M, Israr HA, Wong KJ (2020). A review on the interfacial characteristics of natural fibre reinforced polymer composites. Interfaces in Particle and Fibre Reinforced Composites pp. 163-198. |
|
|
Parvinzadeh M, Moradian S, Rashidi A, Yazdanshenas ME (2010). Surface characterization of polyethylene terephthalate/silica nanocomposites. Applied Surface Science 256(9):2792-2802. |
|
|
Pongdong W, Nakason C, Kummerlöwe C, Vennemann N (2015). Influence of filler from a renewable resource and silane coupling agent on the properties of epoxidized natural rubber vulcanizates. Journal of Chemistry 2015. |
|
|
Prachayawarakorn J, Yaembunying N (2005). Effect of recycling on properties of rice husk-filled-polypropylene. Journal of Science and Technology 27(2):343-352. |
|
|
Ren Y, Abbood HA, He F, Peng H, Huang K (2013). Magnetic EDTA-modified chitosan/SiO2/Fe3O4 adsorbent: preparation, characterization, and application in heavy metal adsorption. Chemical Engineering Journal 226:300-311. |
|
|
Salleh FM, Hassan A, Yahya R, Azzahari AD (2014). Effects of extrusion temperature on the rheological, dynamic mechanical and tensile properties of kenaf fiber/HDPE composites. Composites Part B: Engineering 58:259-266. |
|
|
Sarasini F, Fiore V (2018). A systematic literature review on less common natural fibres and their biocomposites. Journal of Cleaner Production 195:240-267. |
|
|
Shivam S, Arun N, Kirti S (2019). A Study on Potential Use of Rice Husk in India. Electrophysical Processing Methods in Modern Industry pp. 77-81. |
|
|
Singh B (2018). Rice husk ash. In Waste and Supplementary Cementitious Materials in Concrete. Woodhead Publishing pp. 417-460. |
|
|
Tong JY, Royan NRR, Ng YC, Ghani A, Hafizuddin M, Ahmad S (2014). Study of the mechanical and morphology properties of recycled HDPE composite using rice husk filler. Advances in Materials Science and Engineering 2014. |
|
|
Van TT, Thao NTP, Hieu TT, Braunegg S, Schnitzer H, Braunegg G, Le S (2020). An integrated eco-system for pollution prevention and greening the production chain of small-scale rice-paper production-A case study from Vietnam. Journal of Cleaner Production 245:118785. |
|
|
Yemele MCN, Koubaa A, Cloutier A, Soulounganga P, Wolcott M (2010). Effect of bark fiber content and size on the mechanical properties of bark/HDPE composites. Composites Part A: Applied Science and Manufacturing 41(1):131-137. |
|
|
Zaaba NF, Ismail H (2019). Thermoplastic/Natural Filler Composites: A Short Review. Journal of Physical Science 30 p. |
|
|
Zebarjad SM, Sajjadi SA, Tahani M, Lazzeri A (2006). A study on thermal behaviour of HDPE/CaCO3 nanocomposites. Journal of Achievements in Materials and Manufacturing Engineering 17(1-2):173-176. |
|
|
Zhang XM, Elkoun S, Ajji A, Huneault MA (2004). Oriented structure and anisotropy properties of polymer blown films: HDPE, LLDPE and LDPE. Polymer 45(1):217-229. |
|
|
Zhang Y, Xu Q, Zhang S, Liu J, Zhou J, Xu H, Li J (2013). Preparation of thiol-modified Fe3O4@ SiO2 nanoparticles and their application for gold recovery from dilute solution. Separation and Purification Technology 116:391-397. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


