Full Length Research Paper
ABSTRACT
This study was carried out to determine the optimum strength of cemented paste backfill for production of an economic backfill in an underground mine. Tailings samples from a copper mine, Namibia were collected and classified into three particle size range of +75, +150 and +300 µm for preparation of cemented-tailings paste. Tailings compaction was also carried out for a penetrometer (CBR) test to determine the optimum strength of the tailings mix. Cement was added at 2.5, 3.5 and 4% to stabilize the paste and the mix cast in 150 mm cylindrical moulds. Several cast specimens were produced for various tests including compressive strength test, water absorption test and reversed water absorption test. The drying rate was also monitored until the pastes attained a constant mass. Strength properties of the paste for each particle size range were monitored progressively for 30 days and charts produced to determine the optimum strength values and the paste mix that produced them. Results obtained from the study showed that although the 300 µ particle size produced the highest strength for all cement addition, it is found that a reduction of the cement composition to less than 3% for this particle size will produce a support structure of sufficient strength that can prevent failure and subsidence. The tailings could be deslimed and used with about 2.5% cement rather than attempting classification to obtain +300 µ material. The required paste consistency or dilution will be slightly higher than the one used for the mixes in this study to allow for easy pumping. It will require about 15 days for the support to reach its maximum strength which may imply that the mining cycle should be about a little longer than this duration.
Key words: Cemented tailings paste, reverse water absorption, lateral confinement, deslimed tailings, compacted tailings, classified tailings.
INTRODUCTION
Roof and wall stability using appropriate supports are essential in every producing underground mine. Safety of workers and equipment as well as sustenance of the production cycle is all dependent on an effective support system. Supports in underground mine workings may be permanent or temporary, natural or artificial, direct or indirect. Natural supports are provided by leaving portions of the ore body strategically unmined. Artificial supports consist of a variety of support systems including the use of loose soil materials such as mine waste, tailings, wood, concrete and various types of hydraulic machinery depending on the mining method and the purpose of the support system. An artificial support system that is designed specifically to withstand compression is a direct support (Xue et al., 2018; Fourie, 2003). Other support systems may be designed for lateral confinement of loose material, still provide some level of compression resistance and are thus described as indirect support (Cao et al., 2019; Yilmaz, 2018; Koohestani et al., 2015).
A common and inexpensive indirect support system is the use of backfill with plant tailings and mining waste. Mine backfill refers to waste materials, such as waste rock, whole and deslimed mill tailings, quarried and crushed aggregates and alluvial or sand. It is an engineering material that provides a level of ground support for safe and economic operation of underground mines (Yilmaz, 2018; Yang et al., 2018, Xue et al., 2018; Fall et al., 2007). In underground deposits with very varied grade distribution, backfilling provides the opportunity for selective mining for grade blending which enables better recovery of ore (Lang et al., 2015). Thus, the huge amounts of solid waste generated by mining and mineral processing affords a unique advantage for providing support in form of backfilling the large volume of underground and surface voids created by mining.
Supporting roof and walls by backfilling of underground mine stopes is done in various ways including the use of mine waste and tailings without a stabilizer and the addition of cement or other binders to stabilize the tailings paste (Fall et al., 2009). One major problem with this method, however, is that increasing the cement content of the tailings paste (which obviously improves pillar strength) leads to increased mining cost. Hence there is a need to analyse the plant tailings to be used as paste backfill in order to determine the required pre-treatment and cement-tailings ratio that are necessary to achieve sufficient strength for safe application of the tailings paste. A case for consideration in this study is an underground copper mine in Namibia.
Underground operations including that used at this mine are some of the most dangerous processes in mining. To ensure safety of mine workers and equipment in underground places, adequate and trusted support systems must be developed in addition to standard safety plan and regulations. One method commonly used in some underground mines is to employ a combination of natural and artificial supports in a cyclic mining process. Pillars of ore are left in place to support the excavated areas while another location is being mined. Then, cement-tailings paste is prepared at the surface and pumped underground to construct an artificial pillar. After the pillars set and attained their maximum strength, they provide the needed support while the pillar of ore is being mined (Lang et al., 2015). Apart from determining the cycle time for mining of the ore pillars, a major challenge of this method is the cost-strength ratio of the pillars. In the final analysis, the risk involved in the application of the various forms of this support system depends on whether the mining method is a stable stope technique, a caving method or any of the intermediate underground stoping techniques (Yilmaz, 2018; Ramesh, 2013). For mining methods in which subsidence as a result of caving is permitted, support of minimum strength capable of sustaining only the mining cycle is sufficient, otherwise, permanent supports of higher strength are required.
The objectives of the research from which this article is drawn were to develop a tailings-cement concrete for use as artificial support in the mine, determine the maximum strength of the tailings-cement support and the tailings grain size that produced such strength, and estimate the cycle time for mining the ore pillars.
Prahallada and Shanthappa (2014) investigated the suitability of copper ore tailings as an admixture in the preparation of concrete by replacing the cement in different percentages viz., 0, 10, 20, 30, 40 and 50%. Compressive strength and water absorption tests were conducted on the prepared specimens. The results showed that the replacements of ordinary Portland cement by copper ore tailings are safe up to 20% considering average minimum field strength. The concretes were however not produced for underground support.
Fourie (2003) and Xue et al. (2018) investigated the effects of particle-size distribution on the pore-structure development of cement-paste backfill (CPB) samples and thus the influence of the fineness of tailings on important parameters (total porosity, pore-size, and critical pore diameter). Mercury intrusion porosimetry tests were performed to provide insights into the pore structure of CPBs. Results show that the tailings fineness notably affected the pore structural properties of hardened CPBs.
Fall et al. (2007) presented the results of an experimental study done to evaluate the influence of the tailings particle size and density on the quality of CPB. The criteria examined of the paste backfill quality are: its mechanical strength (uniaxial compressible strength), economic performance based on binder cost. The end results showed that the tailings fineness and density significantly increased the strength, cost, and fresh water demand of the CPBs (Yang et al., 2018; Xue et al., 2018).
Maria and Cornelius (2010) investigated the effects of the physical properties (particle size and density) and chemical properties (sulphur content) of tailings on the performance properties of cemented paste backfill. Their results showed that the tailings particle size and density has a considerable effect on the strength, water demand, and cost, of the paste backfill. It was further demonstrated that the tailings particle size, particularly the proportions of particle size less 20 μm significantly affected the porosity of the paste backfill and the pore size distribution within it, its water drainage ability and consequently, its strength development. The paste backfill water demand increases with the fineness of the tailings material used. Increasing the tailings density is associated with volumetrically higher binder consumption, that is, more expensive backfill. In general, higher binder consumption gives the paste backfill higher strength (Cao et al., 2019; Yilmaz, 2018; Yang et al., 2018; Xue et al., 2018).
Eshun (2014) investigated whether clay pozzolana could be applied in the case of hydraulic backfill in the AngloGold Ashanti, Obuasi Mine. The results indicated that backfill compositions with 10, 25, 30 and 35% of the ordinary Portland cement content replaced with clay pozzolana had strength values comparable to those obtained for samples containing ordinary Portland cement alone. The study also indicated that 10% pozzolana content replacement showed consistent maximum strength characteristics after curing beyond 7 days. The results of sulphate content analysis indicated that the sulphate content of the tailings obtained from AGA, Obuasi Mine for the study was higher compared with the upper limit set by ASTM Standard C94 and European Standard EN 1008.
Many researchers in this subject do not agree on a definite classification of the types of backfill. While Grice (1998) and others agreed with the classification into paste backfill, hydraulic backfill, and rock fills, Ackim (2011) states that there are only two predominant types of backfill which according to him are hydraulic fill and paste fill. He argues that backfill types that do not fall into this classification are generally material disposal applications. Thus, rock fill is viewed as a material disposal system. Ackim (2011) indicates that mine fills can vary from boulder-size aggregates to very fine clay fractions; sometimes a small amount (about 3-5%) of pozzolanic binder such as cement, fly ash, gypsum or slag is added to the mine fill to improve stability. According to Morteza (2015), a host of factors including the geology, dimensions of the ore body, its dip and grade; the physical and mechanical properties of both the ore and its host rock; environmental considerations; fill material resources; mining method; production capacity and operations schedules must be taken into consideration when designing a backfill regime. In most underground mining operations, paste backfill with processing plant tailings is used.
Paste backfills were developed originally by Preussag in Germany and utilised at the Bad Grund Mine in the late seventies (Foorie, 2003). Development in South Africa and Canada substantially refined the system. Paste backfill consists of the full-size fraction of the tailings stream prepared at a high slurry density. The slurry behaves as a non-Newtonian fluid, which means that it requires an applied force to commence flowing. Paste fill originally used non-cycloned mill tailings mixed with cement. Koohestani et al. (2015) reports that coarse tailings permit very high solids content of up to 88% to be pumped at high pressure, and high setting strengths were achieved. They also reported that higher slurry densities improve the water to cement ratios and for a given tonnage of pastefill, lesser quantities of cement are required to achieve comparable strengths to hydraulic backfill. Reduced permeability due to the inclusion of fines also results in negligible water drainage from the paste fill (Benzaazoua et al., 2004).
Fall et al. (2008) states that the water quality requirement for most concrete mixing is covered by a clause which suggests “that the water must be fit for drinking”. Such water should contain not more than 2000 parts per million (ppm) of dissolved solids and as a rule, not less than 1000 ppm of dissolved solids. It is also generally agreed that any water with pH of 6 to 8 which does not taste saline or brackish is suitable for mixing and curing (Fall et al., 2008).
The challenge however is that most mine water that are used for preparation of mine backfill paste are usually of low pH and contain high amount of dissolved salts, particularly salts of chlorides and sulphates. According to Maria and Cornelius (2010), acidic water with a pH below 6.5 and sulphate salts can react with the hydration products from the binders and thus cause a loss of strength and durability in the paste. They also affirmed that acid waters with pH values less than 3.0 may create handling problems and should be avoided if possible. Organic acids, such as tannic acid, can have a significant effect on strength at higher concentrations. Benzaazoua (2004) showed that the mixing water is an important parameter that affects the quality of the paste backfill for two reasons: (i) the water-to-binder ratio affects the backfill strength acquisition process, and (ii) the water chemistry interferes with the cement chemistry and alters the hydration processes. Depending on availability, the water can either be recycled process water from the mine or fresh water (Koohestani et al., 2015).
The most important parameter in this subject is the strength of backfill produced. The strength of mine backfill is fittingly represented by its compressive strength, which in the unconfined state is defined as the limit of the backfill material’s resistance to compressive load (Fall et al., 2007). Usually, the strength of the cured backfill is very low compared to the strength of surround rock mass. However, since backfills provide more of lateral confinement pressure against the rock walls than direct support, medium hard strength values are sufficient to provide a level of local and regional stability necessary for the safe and efficient operation of mines.
Apart from providing direct support and lateral confinement, backfill is expected to resist possible harmful chemical reactions such as hydration inhibition and sulphate attack that can occur within a sulphide and/or sulphate rich backfill (Archibald, 2013). Although this requirement directly relates to the backfill cohesion which is dependent on the binder quality and quantity, increasing binder content can make the cost of applying backfill prohibitive for operation. Thus, strength values of about 20% that of the host rock are generally sufficient for backfill application in most mines. According to Fall et al. (2008), cement addition up to 6% by weight is used to generate cohesion values of around 250 to 500 kPa and unconfined compressive strengths from 0.75 to 4 MPa in hydraulic fill.
The aim of this study was to determine the optimum cemented paste backfill properties for production of an economic backfill for artificial support of maximum strength in an underground mine. The tailings particles size and cement-tailings-water mix ratio that produced the optimum cost-strength ratio for save applications in the underground mine were investigated.
MATERIALS AND METHODS
Sample materials
The sample used to prepare the paste was a sulphide tailings obtained from the tailings dump of an underground copper mine. About 450 kg of plant tailings were obtained from the mine for this study which was mainly laboratory based. The sample was prepared in various ways according to standards to carry out tests for determining the safe values of the cemented tailings backfill properties for application in underground mine. Ordinary Portland cement of class 42 N manufactured by Orongo Cement Company Limited, Namibia which meets SANS 50197-1:2000/ EN 197-1:2004 as certified by the South African Bureau of Standards (SABS) was used.
Approach
Tailings samples used to prepare the paste were classified into three particle size range of 75, 150 and 300 µm. The 300 µ material was also washed (deslimed) in three stages to remove fine pyrite and slime content. Cement was added at 2.5, 3.5 and 4% to stabilize the paste and the mixes cast in 150 mm cylindrical moulds. The mixes were cast at flow consistency with water content of about 20% which allows for possibility of preparing the backfill paste at the surface and pumped under pressure to underground locations. Cast specimens were also prepared for California Bearing Ratio (CBR) tests according to the Technical Method for highways (TMH1) as certified by the South African Bureau of Standards (SABS). Several cast specimens of each procedure were produced for the various tests. The experimental procedures and tests were conducted in laboratories at the Faculty of Engineering and Information Technology, University of Namibia, Ongwediva and Global Materials Testing Services, Ondangwa, Namibia.
The cast specimens were produced for various tests including compressive strength test, drying rate test, reverse water absorption test and penetrometer test for California Bearing Ratio (CBR). Properties of the paste for each particle size range were monitored progressively for 45 days and charts produced to determine the optimum values and paste mix that produced them.
Drying rate test
The drying rate test was carried out by monitoring and measuring the weights of the cast until it attained a constant mass which indicated that the paste was a completely cured concrete. Then various strength parameter measurements were carried out on the tailings concrete.
Penetrometer tests
Compacted tailings specimen with and without cement addition were prepared according to SABS highway methods for the penetrometer test. The penetration piston was seated on the surface of the material through the centre of the annular weight (Rutajama and Overby, 2000). The depth gauge is fitted in such a manner that the depth of penetration of the piston into the material could be measured. The speed of penetration was determined by means of the stop-watch which was mounted adjacent to the dial gauge, with the two zeros at the top of the dials. After setting the depth gauge to zero, the load is applied at a uniform rate of penetration of 1.27 mm per minute. Load readings were taken every 0,635 mm penetration as recorded on the depth gauge. The piston is allowed to penetrate 9.0 mm or slightly more (Rutajama and Overby, 2000). Having a depth gauge registering 1.27 mm per revolution and a stop-watch with a 60-s dial, means that the hands of the gauge and the stop-watch are moved round together.
Unconfined compressive strength test
The uniaxial compressive strengths (UCS) of the cured cylindrical concrete specimens were tested according to standard procedure using a 50 kN ELE compressive strength testing machine and gradually applying load to the specimen till it failed. The maximum load at which the fracture occurred was recorded. The compressive strength σ was then calculated using the simple relations in Equation 1.

Where:
F = Failure load
A = Cross sectional area of the specimen
The test was conducted on all the samples produced.
Water absorption test
The water absorption test was carried out according to ASTM D570. The drying rate of the samples had been determined by monitoring the weight loss of the paste until it attained a constant mass. The process was reversed by immersing the cured (dry) samples completely in water to measure the water absorption rate every 3 days for 15 days. Equation 2 was used to determine water absorption rate.

RESULTS AND DISCUSSION
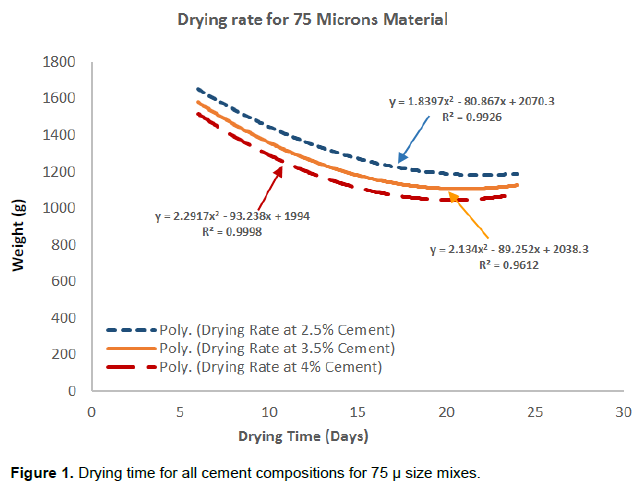
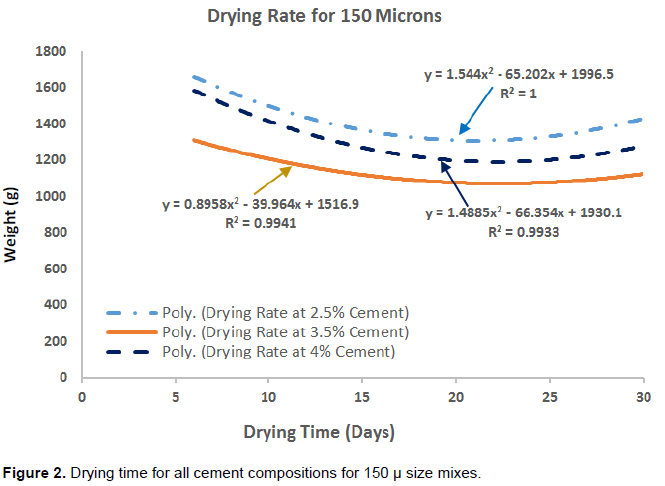
Drying rate test
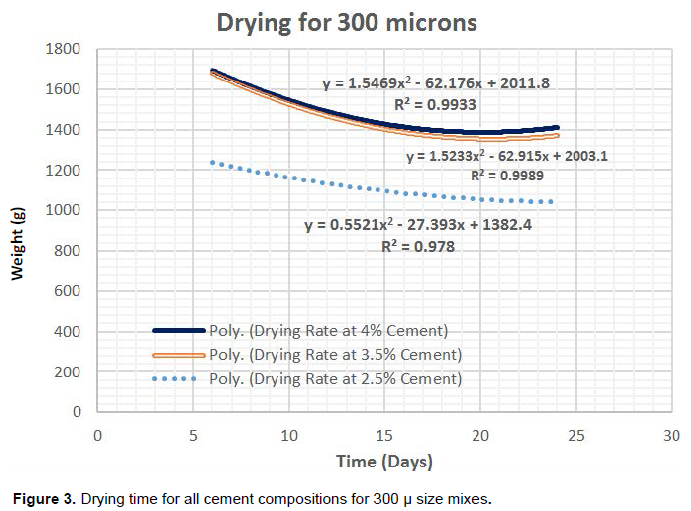
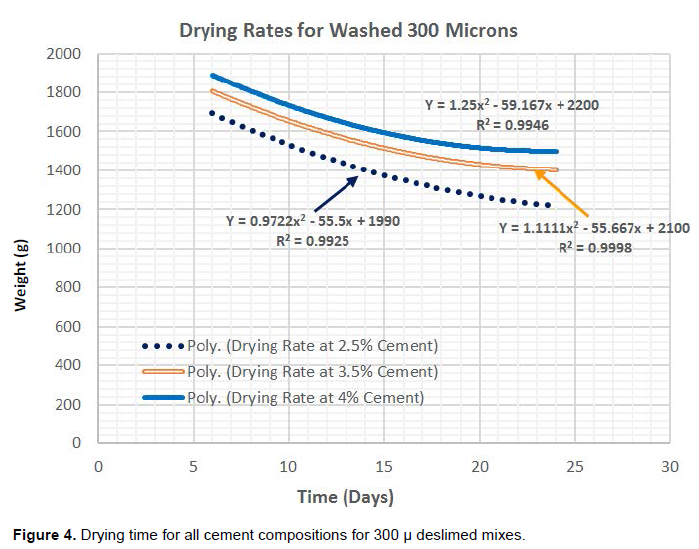
Our measurements and observations showed that the slowest drying samples attained constant weight in 24 days. Thus, Figures 1 to 4 present the drying rate of the samples from paste to concrete in 24 days for all grain sizes and cement composition. This curing time is important in determining the mining cycle for the random or alternating stope and pillar technique used in the mine. One implication of this is that excavation can return to rob pillars at a selected location within the month length of installation of the cemented-tailings backfill because it would have cured into complete concrete and attained its maximum strength. However, a reasonable factor of safety needs to be applied here because conditions in the laboratory are not the same as those in underground workings, which may also vary very significantly from time to time. Alternatively, the drying test may be carried out under various conditions (humid, dry and hot) in the underground mine.
Uniaxial compressive strength (UCS) results
The measured failure loads produced by the tailings concrete after 24 days were used to determine the compressive strength (UCS) values presented in Figure 5 for all specimens tested at different binder compositions and grain size. Polynomial trend lines of the plots of the results are used to emphasis the goodness of fit of the regression plots to experimental data, because all the trend curves have over 99% R2 values indicating that they perfectly represent the experimental parameters.
As seen in the figures, the UCS of the tailings concrete increases as the cement composition increase for all grain size ranges, and it appears that the strength will continue to increase with increasing cement addition up the limit made possible by the strength of the cement material since no additional consolidation pressure was applied. Thus, a UCS value at reasonable cement content has to be selected that can provide the necessary support for safe working in the mine. It is impossible to get a mix (even at 100% cement content) that will produce a support whose strength is equal or close to that of the in-situ pyrite rock which is about 67 MPa. It is also not necessary for the tailings concrete to be as strong as the ore or host rock to provide safe working environment, as long as it provides sufficient lateral confinement to make the support structurally strong enough to prevent displacement (Maria and Cornelius, 2010; Grice, 1998). Even loose mine materials have been known to provide some level of support for safe working condition if properly confined.
Considering Figure 5, it is clear that the highest UCS values were obtained for the 300 µ material, but since the strength appears to be increasing indefinitely with increasing binder content, it cannot be said that highest value at 4% binder content is the ideal cement-tailings ratio for optimum performance, a value below this will still provide safe working condition. Thus, looking at Figure 5, the UCS at 3% cement content for 300 µ material is about 80 kPa and that at 2% cement content is 60 kPa. The difference of 20 kPa will not weaken the support so much as to cause failure during operation; whereas a reduction from 3 to 2% cement content will result in significant savings in cost for large scale operation in a mine. Hence 2 – 2.5% cement content should be considered for use in the preparation of the tailings paste for the concrete.
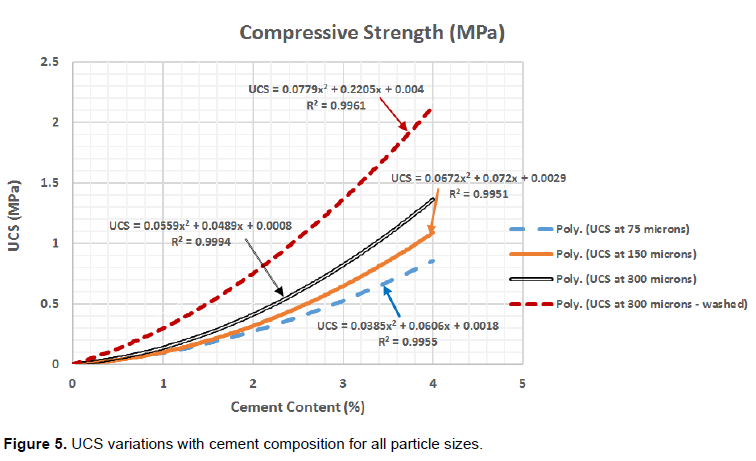
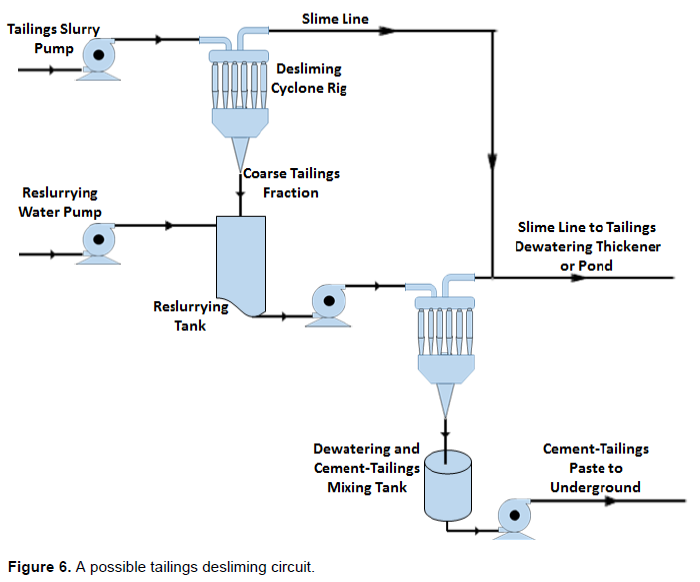
Interestingly, the UCS values produced by concretes made from de-slimed tailings almost double those for the as-sampled tailings for the same cement composition (Figure 5). Washing the tailings in the laboratory is quite easily done in two or three stages. In the plant however, de-sliming the tailings to the extent used in this study will require about three stages of well-controlled dewatering and re-slurring arrangements preferably using cyclone-rig (Figure 6). This obviously will increase the cost of installing the backfill and may serve the same purpose as simply increasing the cement content of as-sampled tailings mix to about 8%. If washing the tailings to this extent is achievable without incurring much cost, then 2% cement addition will produce tailings concrete of sufficient strength for safe application. Even if a multistage de-sliming process is not possible, some of the fine material should still be removed from the tailings before use in the concrete mix.
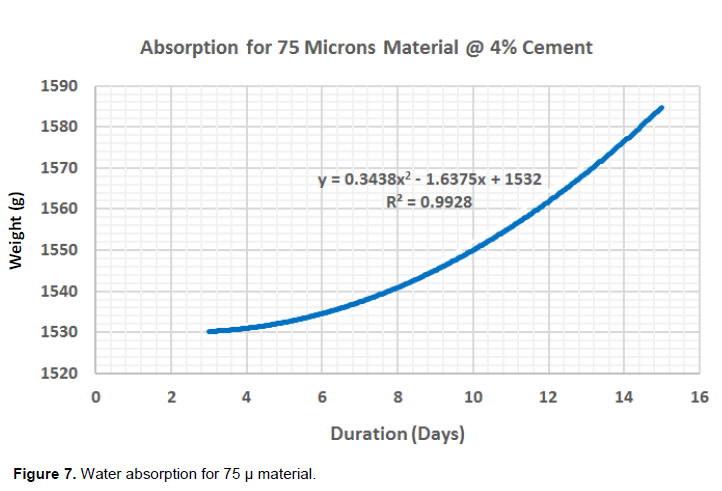
Water absorption
This test was carried out to attempt to predict the safest work duration at a location where a tailings concrete has been installed. Figures 7 to 9 present the results of this test. All samples of the 75 µ size (except that with 4% cement addition) did not survive the test beyond the first three to four days as they absorbed water quickly and collapsed into heaps of loose material under water.
Materials of the 150 and 300 µ sizes however absorbed water slowly and thereafter attained almost constant weights. Unlike the 75 µ mixes at lower binder contents, the 150 and 300 µ casts did not dissolve into loose material in water. It is however expected that these concretes will get weaker with prolong submergence because they break much easily during a direct impact test than the dry samples.
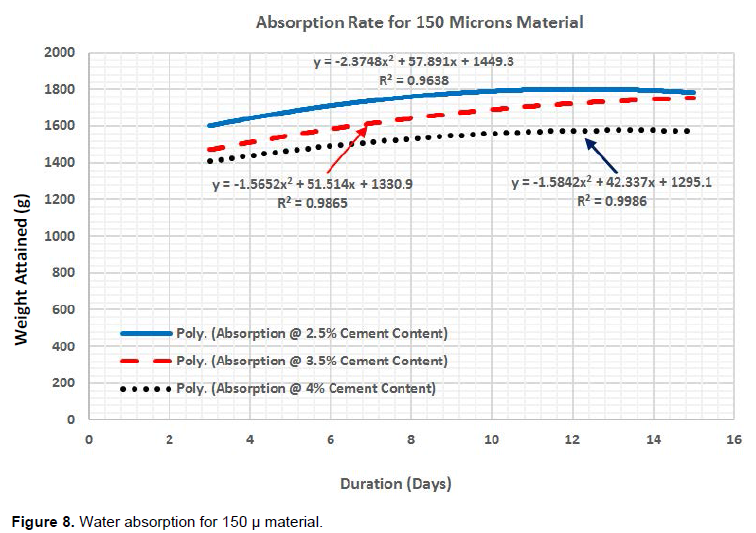
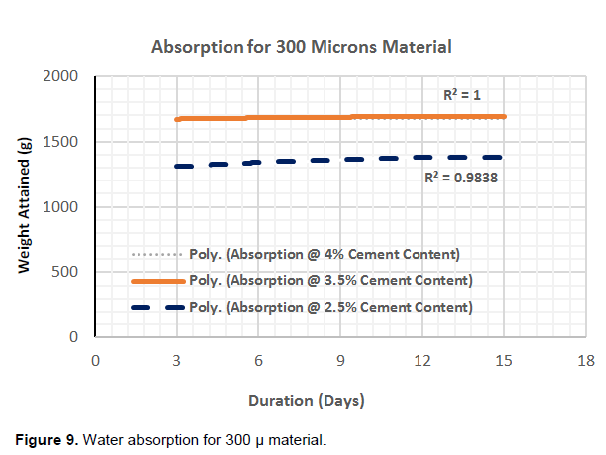
Most of the concretes absorbed maximum water and reached their maximum weights within fifteen days. One useful implication of this is that excavations can continue safely around the cast for about fifteen days after its full curing. It should be noted, however, that this work duration applies only where subsidence is allowed not where mining is to progress to other levels, in which case permanent support structures are required.
CBR test
The CBR test were conducted on compacted tailings paste with and without cement addition. Although this may appear to be similar in function to the UCS tests conducted on time-cured tailings paste specimens with cement addition, it actually determines the mechanical strength of compacted tailings material without the addition of binder (cement) and with binder content; whereas the UCS test determines the strength of the concrete produced normally from the tailings paste. Although the results of these tests showed that the compacted tailings materials are competent to provide some save level of support; they are however useful only under total lateral confinement as in the use for road construction. This is especially true of the results of tests without cement addition. Still, the high sulfur content of the tailings may affect their use for such purpose because of time and environment-dependent degradation which can cause road failure. Thus, the results of the test are not discussed further in this article. The result of compaction test with addition of binder showed that it also possessess sufficient mechanical strength for possible application in underground mine, but the mode of preparation of the tailings support makes it impossible for such application since time-hardened tailings-cement mix will replace compaction-hardened mix; because compaction to application consistency is not feasible underground. Thus, these CBR methods are not applicable in the mine.
CONCLUSION
The copper sulphide processing plant tailings were successfully used to produce cemented-tailings concrete for use as artificial support in the underground mine. Results obtained in this study showed that although the 300 µ particle size range produced the highest strength for all cement addition, it is found that cement composition of about 2% for this particle size will produce a support structure of sufficient strength that can prevent failure and subsidence for the duration of robbing the ore pillars. It is also necessary for the tailings to be classified such that the very fine particle size range (0 to -300 µ) is removed before using in the concrete mix so that paste with cement content as low as about 2% can develop sufficient strength for safe application in the underground support system. The paste should be of slightly higher dilution than the dilution used for the mixes in this study to allow for easy pumping to underground locations. It will require about 25 days for the support to reach its maximum strength in a non-humid environment. This implies that with necessary factor of safety, the mining cycle should be slightly longer than this duration. For the support to be very effective, lateral confinement should be ensured.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
REFERENCES
|
Ackim M (2011). Development of a Suitable Mine Backfill Material Using Mine Waste for Safe and Economic Ore Production at Konkola Mine (Zambia). A Thesis at University of Zambia, School of Mines. Department of Mining Engineering, Zambia 145 p. |
|
|
Archibald JF (2013). David Bell Mine Slurry Backfill Characterization - Contract Report on the Characterization of David Bell Mine Tailings. Department of Mining Engineering, Queen's University, Kingston, Ontario, Canada pp. 1-50. |
|
|
Benzaazoua M, Fall M, Belem T (2004). A Contribution to Understanding the Hardening Process of Cemented Paste Fill. Special Edition of Minerals Engineering 17:141-152. |
|
|
Cao S, Yilmaz E, Xue, G, Yilmaz, E, Song, W (2019). Loading rate effect on uniaxial compressive strength behavior and acoustic emission properties of cemented tailings backfill. Construction and Building Materials 213:313-324. |
|
|
Eshun SN (2014). Applicability of Clay Pozzolana in Hydraulic Backfill of Stopes at the Anglogold Ashanti, Obuasi Mine. Kwame Nkrumah University of Science and Technology, Ghana. |
|
|
Fall M, Benzaazoua M, Ouellet S (2008). Experimental Characterization of the Influence of Tailings Fineness and Density on the Quality of Cemented Paste Backfill. 445 Boulevard de l'Université, Rouyn-Noranda, Québec, Canada. |
|
|
Fall M, Benzaazoua M, Saa EG (2007). Mix Proportioning of Underground Cemented Tailings Backfill, 25 p. University of Ottawa. 161 Louis Pasteur, Ottawa, Canada. |
|
|
Fall M, Adrien D, Célestin JC, Pokharel M, Touré M (2009). Saturated hydraulic conductivity of cemented paste backfill, Minerals Engineering 22:1307-1317. |
|
|
Foorie A (2003). In Search of the Sustainable Tailings Dam. A Report. University of the Witwatersrand, South Africa. |
|
|
Grice T (1998). Underground Mining with Backfill. The 2nd Annual Summit on Mine Tailings Disposal Systems, Brisbane, Australia pp. 1-14. |
|
|
Koohestani B, Koubaa A, Belem T, Bussière B, Bouzahzah H (2015). Experimental Investigation of Mechanical and Microstructural Properties of Cemented Paste Backfill Containing Maple-wood Filler. 445 Boul de l'Université, Rouyn-Noranda, Quebec J9X 5E4, June 2015, Canada. |
|
|
Lang L, Song K, Lao D, Kwon T (2015). Rheological Properties of Cemented Tailings Backfill and the Construction of a Prediction Model," University of Science and Technology, Xi'an 710054, China. |
|
|
Prahallada MC, Shanthappa BC (2014). Use of Copper Ore Tailings- as an Excellent Pozzolan in the Preparation of Concrete. International Journal of Advanced Research in Engineering and Applied Sciences, pp. 45-61. |
|
|
Ramesh CG (2013). A Study on the Optimum Moisture Content and Maximum Dry Density of Sandy and Clayey Soil Stabilized by Copper Tailings. Civil and Environmental Engineering, pp. 123-138. |
|
|
Rutajama S, Overby C (2000). Laboratory Testing Manual. Novum Grafit, Australia. |
|
|
Maria AC, Cornelius B (2010). Paste Backfill Mix. International Mining Magazine pp. 79-80. |
|
|
Morteza MS (2015). A review of underground mine backfilling methods with emphasis on cemented paste backfill. Electronic Journal of Geotechnical Engineering 20(13):5183-5208. |
|
|
Xue G, Yilmaz E, Song W, Cao S 2018. Compressive strength characteristics of cemented tailings backfill with alkali-activated slag. Applied Sciences 8(9):1537. |
|
|
Yang L, Yilmaz E, Li J, Liu H, Jiang H (2018). Effect of superplasticizer type and dosage on fluidity and strength behavior of cemented tailings backfill with different solid contents. Construction and Building Materials 187:290-298. |
|
|
Yilmaz E (2018). Stope depth effect on field behaviour and performance of cemented paste backfills. International Journal of Mining, Reclamation and Environment 32(4):273-296. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


