Full Length Research Paper

ABSTRACT
Cassava processing requires peeling, which is mainly done manually and not effective for large scale processing, hence, the need to mechanise the peeling process. A motorized cassava peeler with four drum and disc linings (concrete, metal, rubber and wood) was designed. The prototype was tested at three disc speeds; (250, 350 and 500 rpm) to determine peeling capacity, peel removal efficiency, and flesh loss. The capacity for the concrete, metal, rubber and wooden discs increased with increased speed from 180-360, 360-1440, 120-540 and 80-144 kg/h, for speeds 250-500 rpm, respectively. Metal and concrete discs recorded the highest peel removal efficiencies of 75.97 and 78.33%, respectively at 350 rpm. The average flesh loss for concrete, metal and rubber discs increased with increasing speeds from 19.66-26.57, 20.94-34.83% and 7.98-31.06%, respectively for 250-500 rpm speeds. The wooden disc on the other hand had no regular pattern with highest value of flesh loss of 12.95% at 500 rpm. Regarding optimum performance, rubber and concrete discs were better, comparing peel removal efficiency and percent flesh loss for all speeds. The study shows the rotating disc linings had more effect on peeling than the drum linings.
Key words: Cassava, lining material, disc material, evaluation, peeling quality index.
INTRODUCTION
Cassava (Manihot esculenta Crantz) is a starchy root crop, with its edible parts being the roots and the leaves (Ferraro et al., 2016). The root part may vary significantly in length from 15-100 cm as well as in terms of weight from 0.5-2.0 kg. The roots are staple food, which is the main source of carbohydrate and energy for the approximately 800 million people living in the tropical and sub-tropical areas of the world (FAO, 2013; Morgan and Choct, 2016). Cassava is a primary food security crop in Africa due to its resistance to drought and plant disease, flexible planting and harvesting cycles. It is cultivated in small farms and often in fields which are left aside as fallow or marginal areas in Africa (Angelucci, 2013).
In the attempt to bridge the food production gap in Ghana, serious attention is being paid to the development and promotion of some traditional starchy staples (Amponsah et al., 2017). As a consequence, cassava is one of the priority staple crops as defined in FASDEP II together with maize, rice, yam and cowpea (Angelucci, 2013). Ghana is the 5th world producer of cassava, with about 18 million tonnes of cassava of which an estimate of about 68% is available for human consumption (FAO, 2016). In recent times, the crop has found new and profitable uses in industry and contributes 22% of Ghana's Agriculture Gross Domestic Product (AGDP) (OECD-FAO, 2016). Ninety-nine percent of fresh cassava roots available in Ghana goes directly into human food whilst one percent serves other industries like animal feed, textile industry, etc. (Vanhuyse, 2012).
Fresh roots need to be processed within 48 h from harvest (Adebayo et al., 2014). Their deterioration can be delayed through special post-harvest treatments such as waxing or storage in plastic bags after fungicidal treatments, which are all expensive (Meridian Institute, 2009). Available data shows that up to about 34% of the cassava produced in Ghana is lost along the food chain (Office of Grant and Research, 2015). The processing of cassava into more storable forms offers an opportunity to overcome the perishability of the fresh produce (ibid). According to the Food Research Institute (FRI) of the Council for Scientific and Industrial Research (CSIR), the short shelf life of cassava requires efficient marketing, fresh consumption or processing, which manual processing is slow and tedious. Several post-harvest cassava processing (grating, chipping, etc.) had been mechanised successfully, however, there is less success in mechanisation of peeling (Olukunle and Jimoh, 2012). Egbeocha et al. (2016), reported on a lot of mechanical peelers available in Africa, and stated that because of low efficiency and losses, cassava peeling is still a major manual activity. This situation has made it essential to provide an efficient equipment to reduce losses associated with mechanical peeling.
The objective of this study was to evaluate two motorized cassava peelers with four different lining materials (concrete, metal, rubber and wood) using two local cassava varieties (Asi-Abayiwa and Dabon) at three different disc speeds.
MATERIALS AND METHODS
The two prototype motorized cassava peelers having a batch loading weight of 6 kg were constructed at the Department of Agricultural and Biosystems Engineering, KNUST workshop. The primary material for the construction was mild steel, which was secured from the open market. One was constructed with a fixed concrete lining material and the second prototype fitted with removable metal, wooden, and rubber lining materials. The peelers were tested and evaluated at the department’s workshop. The cassava used for the evaluation was purchased freshly after harvest from the Ejisu market.
Description of peeler
The electrically operated cassava peeling equipment in Figure 1 was developed.
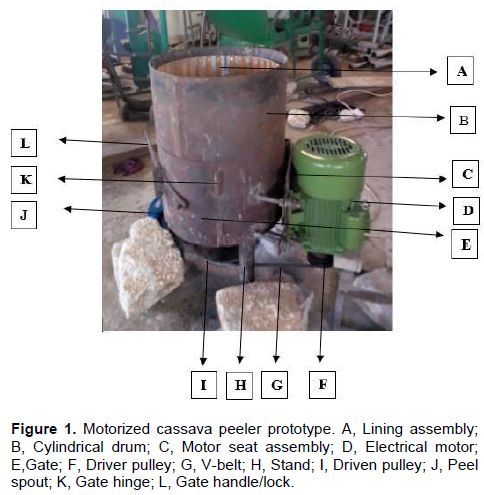
The peeling equipment consist of a cylindrical drum with an outer diameter of 500 mm, thickness of 3 mm and a depth of 600 mm which is covered at one end by base cover of 5 mm thickness. The drum assembly is supported by three 350 mm long stands, which were made with mild steel pipes with a diameter of 76.2 mm. The base of the stand is welded to a 100 mm squared flat plate for stability on the ground. A hopper of 512 mm diameter sits atop the cylinder. Inside the cylindrical drum is a rotating disc having a diameter of 420 mm, with an abrasive disc attached. The rotating disc is connected to a solid shaft of diameter 40 mm, and 250 mm length. The shaft together with the rotating disc is driven by a single phase, 5 hp DC motor with a rotational speed of 1450 rpm, held by a motor seat bolted to the sides of the cylindrical drum. A concrete lining 15 mm thick was cast round the inner part of one prototype to serve as the peeling element and the other prototype left to accommodate the other drum linings which are changeable. The sizing of the abrasive drum and disc linings was such that there was a clearance of 22 mm to allow water and peels from the cylindrical drum to escape. An opening was also made at the base of the drum to allow the peels to exit to outside. A gateway of dimensions 200 mm × 300 mm on the drum permits the peeled cassava to be discharged from the drum.
Cassava varieties
Two of the popular local cassava varieties in the market; Asi-Abayiwa and Dabon was used for the experimental testing and evaluation of the peeler. The cassava roots that were used to evaluate the peeler were obtained from cassava plants aged between 12 and 20 months after planting (MAP). The physical and mechanical properties of the varieties that affects mechanical peeling were determined.
Physical properties determination
Moisture content
The moisture contents on wet basis of the peel and cassava root flesh of the two different varieties were determined by oven drying method. The mass of ten cassava peel and root flesh samples were prepared. The initial masses before drying and the final dried masses of the samples were weighed and recorded, using an electronic balance. The mass of water in the samples is the difference in the initial and final masses of the samples. The moisture contents were calculated using Equation 1.

Cassava peel ratio
Peel ratio is the mass of peel available for a given mass of cassava root expressed in percentage. Using an electronic balance, 5 kg of cassava root was measured and recorded before peeling and the mass of cassava root flesh obtained after peeling was measured and recorded (using fufu method of peeling, Figure 2). The experiment was done ten times and Equation 2 below was used to calculate the peel ratio of the varieties.

Where, M1 is mass of cassava roots before peeling and M2 is the mass of cassava roots flesh after peeling.

Root diameter
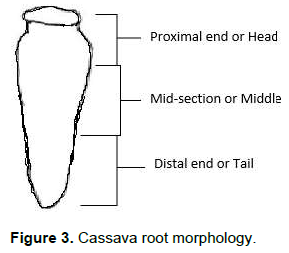
In determining the average root diameter for the two varieties, ten cassava root samples were randomly selected from each variety. A digital Vernier caliper was used to measure the proximal end diameter (d1), mid-section diameter (d2) and distal end diameter (d3) of all the roots (Figure 3). Equation 3 was used in determining the average root diameter of the varieties.

Cassava root peel thickness
The peel thickness of the roots selected for the root diameter measurement were determined and recorded by peeling each root, using the fufu method of peeling. The proximal end diameter (D1), mid-section diameter (D2) and distal end diameter (D3) of the peeled roots were measured, using a digital Vernier caliper. The peel thickness of the varieties was calculated using Equations 4 and 5:

Where, n is the sample size (10).
Bulk density
The bulk density of the two cassava varieties was determined by filling a 0.025 m3 container with fresh cassava roots and the mass determined with the aid of an electronic balance. The bulk density was calculated as the ratio of the mass of the roots to the volume of the container. The process was replicated 10 times for both varieties.
Mechanical properties determination
The mechanical properties; shear stress, shear force, strain and Aut Young modulus of the varieties were determined using an Instron machine (model 4482). Ten samples of each variety, with a mid-section diameter of 70 mm were randomly selected for the mechanical property test. The test sample was prepared and fixed in the machine’s working tool. The machine applies continual force through the shear force tool until the computer, which displays the output indicates plastic deformation (i.e. until the root peel fails). The mechanical properties of the various test samples of the varieties were recorded at full load conditions of the machine and the data were downloaded. This test is carried out to determine the force needed to cut open the peel of a cassava root.
Angle of repose and coefficient of static friction of cassava roots
The angle of repose of ten randomly selected unpeeled cassava root samples of each variety were determined along the length of cassava root samples on the four lining materials (concrete, galvanized steel, rubber and wood) as described by Nwachukwu and Simonyan (2015). Cassava root was placed on the various lining materials and was raised slowly until the frictional force between the root and the lining surface was overcome by the force of gravity and the root slides down the slope. The angle, at which the cassava roots starts to slide, was marked with a pencil on a paper and measured with a graduated protractor. The tangent of the angle of inclination (repose) is the coefficient of static friction of the cassava root on the lining material (Equation 6).

Where,  is the coefficient of static friction and
is the coefficient of static friction and  is the angle of repose
is the angle of repose
Manual peeling
For performance evaluation, a survey of manual peeling was conducted at some cottage cassava industries in Kumasi and data were recorded. The survey focused on the efficiency in terms of time spent during manual peeling. Samples of cassava (5 kg each) were given to five different peelers and each of them was timed to record the time it took to peel the 5 kg. The procedure was replicated five times for each peeler and the average was calculated.
Experimental design
The split-split plot design was used to plan the experiment. The four different independent variables consisting of drum lining materials, disc lining materials, speed and cassava variety were grouped as follows: 4 Block = Drum lining material (concrete, metal, rubber, wood); 4 Main effect= Disc lining material (concrete, metal, rubber, wood); 2 Split plot factor = Variety (Asi-Abayiwa, Dabon): 3 Split-split factor= Speed (250 rpm, 350 rpm, 500 rpm).
Combinations = 4 x 4x 3 x 2 = 96, at 3 replications; that is treatment = 96 x 3 = 288.
The dependent variables were; capacity (kg/h), peel removal efficiency (%), percent flesh loss (%) and peeling quality index.
Experimental procedure for evaluation
The evaluation experiment on the peeler was done with four different linings; concrete, galvanized steel (metal), rubber and wood surfaces. Freshly harvested roots were randomly chosen from two popular varieties of cassava (Asi-Abayiwa and Dabon) procured from the open market in Ejisu. Experiments were run on the roots within 4 days after harvesting, as cassava starts deteriorating after 3 or 4 days after harvesting (Kolawole et al., 2011).
Preparation of samples for evaluation
Cassava root was sorted into various sizes;  based on their average diameter as described by Adetan et al. (2003). The sorted roots were prepared for the test by cutting them into 100-200 mm long near cylindrical roots as shown in Figure 4.
based on their average diameter as described by Adetan et al. (2003). The sorted roots were prepared for the test by cutting them into 100-200 mm long near cylindrical roots as shown in Figure 4.

Time recording
The duration (time) t, for an effective peeling for each experiment was monitored and recorded by observing the cassava in the peeler for satisfactory peeling. This was done severally during the preliminary testing to determine the actual time for effective peeling for the various disc lining materials at different speeds. The derived effective times for peeling for the various discs lining materials and speed combinations was used during the effective capacity testing experiment and the general evaluation.
Peeler evaluation
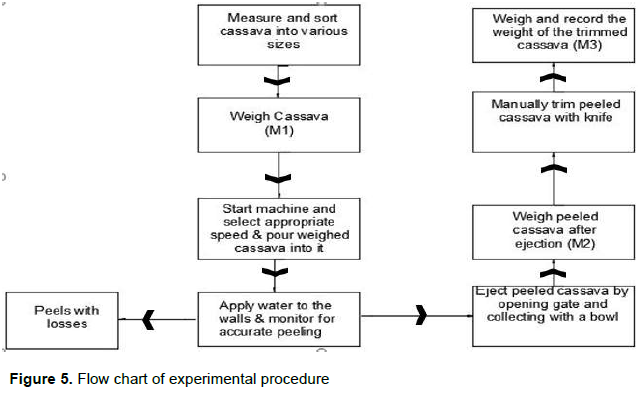
After all the preliminary testing, data collection and analysis, the peeler was finally run with four independent variables (drum lining material, disc lining material, speed and cassava variety) to determine four responses (capacity (kg/h), peel removal efficiency (%), percent flesh loss (%) and peeling quality index). Experiment was run on the 4 drum lining materials (that is concrete, metal, rubber and wood), 4 disc lining materials (that is concrete, metal, rubber and wood), 3 speeds (i.e. 250 rpm, 350 rpm and 500 rpm), and with 2 different varieties (Dabon and Asi-Abayiwa) at 3 replications. Initial mass before peeling (that is 6 kg, selected after testing), mass after mechanised peeling and mass after manual hand trimming of the mechanised peeled cassava were determined and recorded throughout the experiment. Figure 5 shows the basic procedures followed during testing.
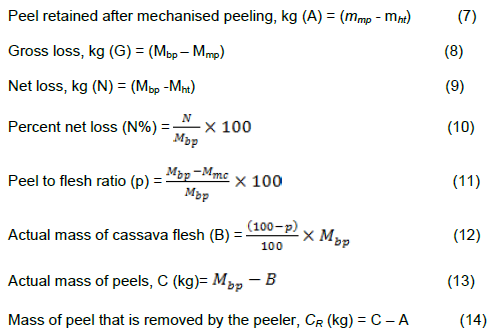
Determination of performance and operational parameters
The performance of the peeler was measured using the following parameters: peeling quality index, peel removal efficiency (%), percent flesh loss (%) and capacity (kg/h) of the peeler. The following equations and parameters were very essential in determining the performance of the peeler: mass of unpeeled cassava (mbp); average mass of manually peeled cassava peels (mmc); mass of cassava after machine peeling (mmp); mass of cassava after manual hand trimming (mht):
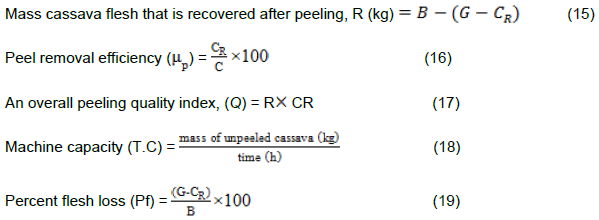
For all the performance parameters, the results of that of the mechanised peeler were compared with the ideal (theoretical) method of manual peeling.
Data analysis
The data collected during the testing and evaluation of the peeler was tested for normality using the Anderson-Darling normality test tool in the basic statistics tool park of Minitab version 17. The normalised data was analysed at 95% confidence level, using multiple linear regression with fit model and optimised response in Minitab version 17. Microsoft Excel 2016 was used to produce all the figures and tables used in presenting the results.
RESULTS AND DISCUSSION
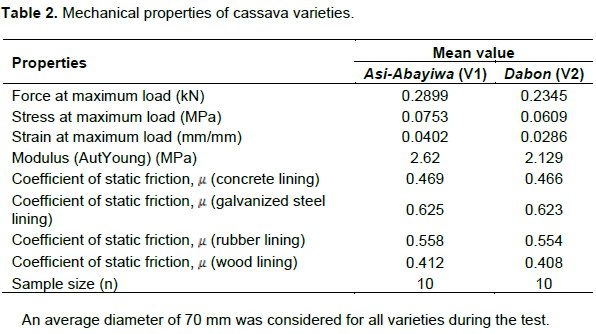
Physical and mechanical properties
The physical and mechanical properties of the cassava varieties used, that have influence on mechanised peeling are listed in Tables 1 and 2.
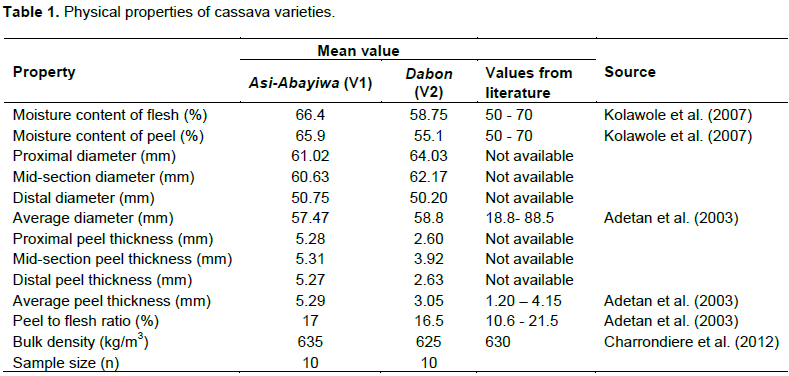
From Table 1, the moisture content, root diameter, bulk density, peel to flesh ratio and peel thickness correspond to what were reported by Adetan et al. (2003), Kolawole et al. (2007) and Charrondiere et al. (2012), with the exception of peel thickness for Asi-Abayiwa that falls outside the range.
From Table 2, it appears metal lining material is the most abrasive surface among all the lining materials with a coefficient of static friction value of 0.625 and 0.623 for Asi-Abayiwa and Dabon varieties, respectively. Concrete lining surface, rubber lining surface and wood lining surface follow in a descending order in terms of level of abrasiveness. The shear force value of the cassava varieties is an indication of how difficult it is to break the peel of the roots and also how faster the roots abrade during peeling. From Table 2, Asi-Abayiwa has a tougher peel than Dabon and hence Dabon will abrade faster than Asi-Abayiwa.
Manual peeling
In Table 3, the average peel removal efficiency, peeling capacity, percent flesh loss and peeling quality index of the two manual methods of peeling used (that is fufu method and dough method) are shown.
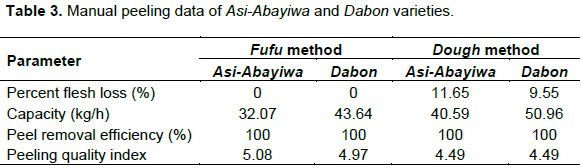
From the data of manual peeling per person (Table 3) for all two varieties the capacity of the dough method is higher than the fufu method. This has influenced the losses that occur during peeling with the dough method and the overall peeling quality index is also affected.
Peeling duration and peeling quality index
The effective time of peeling at the various speeds (that is 250, 350 and 500 rpm) was tested by fixing time for peeling and increasing it, until effective peeling in terms of satisfactory peeling quality was achieved. Several tests were run at each speed and the mean time (that is the one in parenthesis) for efficient peeling was determined for all the speeds as shown in Table 4.
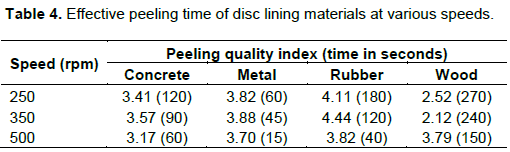
The effective peeling duration (Table 4) was the determining factor in calculating the capacity in kg/h for the various disc lining materials. The peeling duration of the various lining materials at the different speeds confirms the abrasiveness of metal, which has the low peeling duration at all speeds, followed by concrete lining, rubber lining and wood lining having the high at all speeds. This confirms the coefficient of static friction values discussed in Table 2.
Performance of the mechanised peeler
The significance level of the various independent variables for the various dependent variables is outlined in Table 5.
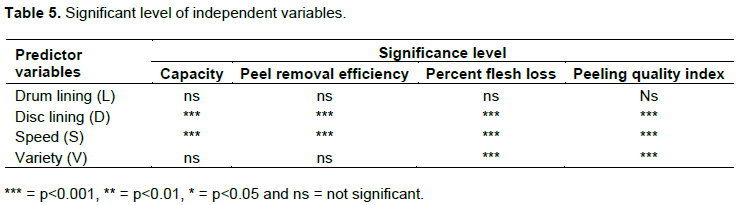
The following terms are in the final model Equations in Table 6 for capacity, peel removal efficiency, percent flesh loss and peeling quality index: X1: Drum lining, X2: Disc lining, X3: Speed and X4: Cassava variety.
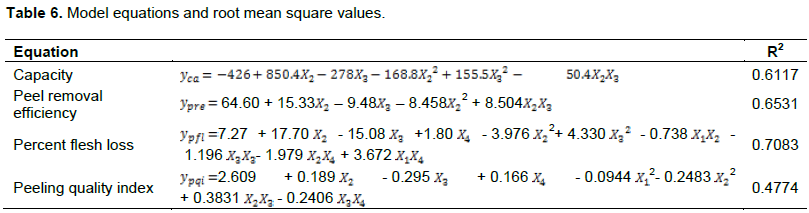
The independent variables that were not significant for the respective dependent variables in Table 5 were not part of the terms in the equation in Table 6 with the exception of the interactive terms.
Figure 6 indicates the capacity in kg/h for the various disc lining materials at three different speeds.
For all the four different disc lining materials, the capacity increases with increasing speed (Figure 6). The capacity range of the peeler (80– 1440 kg/h) is higher than a capacity of 10.4 kg/h reported by Agbetoye et al. (2006). Figure 6 shows higher capacity at higher speed but for all speeds, metal (galvanized steel) disc lining has the maximum capacity. The plot for capacity also showed that rubber and concrete disc lining materials are almost similar in performance, with wood disc lining material having the least capacity.
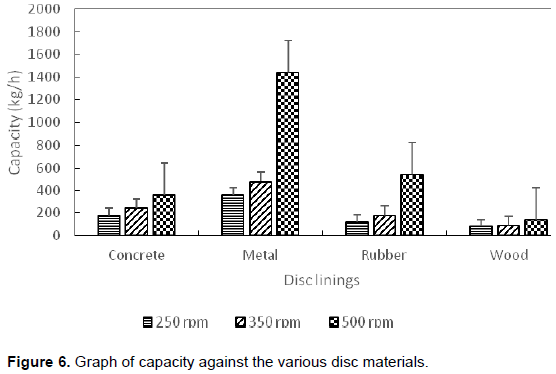
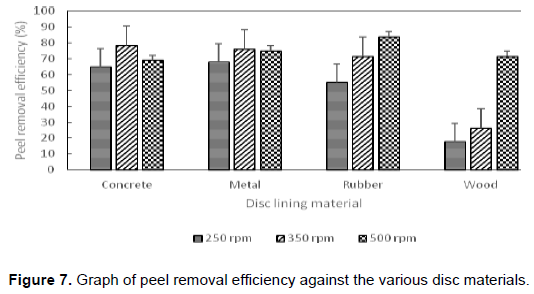
Figure 7 indicates the peel removal efficiency for the various disc lining materials at three different speeds.
Figure 7 shows that the peel removal efficiencies for rubber and wood disc lining material increases with increasing speed from 250 to 500 rpm with value range of 55.081 - 83.847 and 17.709 -71.567%, respectively. The peel removal efficiencies for concrete and metal disc lining material are higher at 350 rpm, with values of 78.329 and 75.969% and lower at 250 rpm, with values of 64.7 and 67.801%, respectively. The highest peel removal efficiency of 83.85% for the rubber lining is higher than that of Agbetoye et al. (2006), Olukunle et al. (2010), Olunkunle and Jimoh (2012) and Ajibola and Babarinde (2016) having values of 75, 80, 73.05- 82.50% and 81%, respectively.
Figures 8 and 9 indicate the percent flesh loss for the various disc lining materials at three different speeds (250, 350 and 500 rpm). Figure 8 is the percent flesh loss of Asi-Abayiwa cassava variety and that of Dabon is in Figure 9.
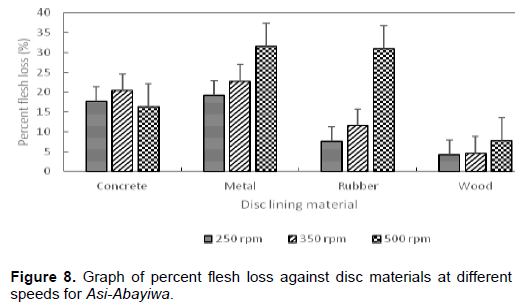
From Figure 8, the percent flesh loss of Asi-Abayiwa for metal, rubber and wood disc lining material increases with increasing speed from 250– 500 rpm with value ranges of 19.23- 31.58%, 7.66 - 30.97% and 4.31 - 7.82%, respectively. The percent flesh loss for concrete disc lining material is higher at 350 rpm, with a value of 20.38% and the least value of 16.37% recorded at 500 rpm.
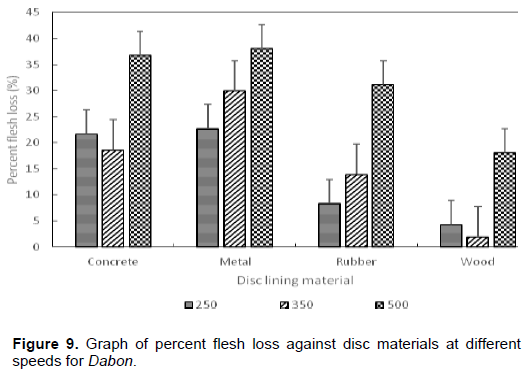
Figure 9 presents the percent flesh loss of Dabon, which indicates an increase in percent flesh loss with increasing speed from 250– 500 rpm for metal and rubber disc lining material with value ranges of 22.64- 38.08% and 8.30 - 31.14%, respectively. The percent flesh loss for concrete and wood disc lining material is higher at 500 rpm, with a value of 36.78 and 18.08% and their least values of 4.20 and 1.90% recorded at 350 rpm, respectively.
The percent flesh loss of both varieties increases with increasing speeds for metal and rubber disc lining materials (Figures 8 and 9). Concrete and wood disc lining material have an irregular pattern of percent flesh loss for both varieties. This confirms cassava variety significant impact on the outcome of percent flesh loss. Generally, the percent flesh loss for the peeler is lower than the 42% that was reported by Olukunle and Jimoh (2012), even for the most abrasive lining materials (metal and concrete).
In terms of capacity (kg/h), the peeler performs better than the two manual methods, with peeler capacity value range of 80 – 1440 kg/h as compared to that of the fufu method and dough method, with value range of 32.07 – 43.64 and 40.59 – 50.96 kg/h, respectively. The difference in capacity between the three best disc lining materials and speeds combination (that is concrete at 350 rpm, wood at 500 rpm and rubber at 350 rpm) and the manual methods (fufu and dough method) are approximately 4, 2 and 3 times greater than the manual methods.
The peel removal efficiency of the peeler, discussed above, has a higher value of 83.85%, which was recorded at 500 rpm by the rubber disc lining material. This is 16.75% less than the peel removal efficiency of the two manual methods, which is 100%. The three best disc lining material and speed combination generated by the regression model (that is concrete at 350 rpm, wood at 500 rpm and rubber at 350 rpm), recorded a peel removal efficiency difference of 21.67, 28.43 and 28.73%, respectively from the manual methods.
Since peeling quality index is a function of peel removal efficiency and percent flesh loss, and peeling quality index is also dependent on variety, with every cassava variety having different ideal peeling quality index (fufu method of peeling in Table 3). This situation makes it difficult to select which disc lining material and speed combination that gives higher performance, hence the need to consider the average peeling quality index for the two varieties (Figure 10).
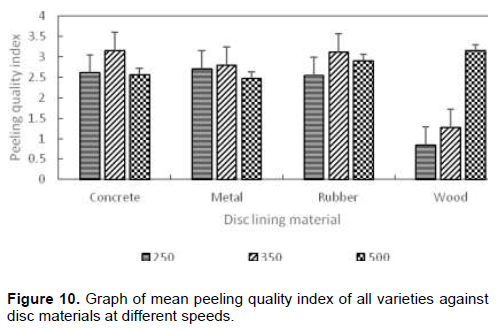
It can be deduced from Figure 10 that the peeling quality index for concrete and rubber linings is highest at 350 rpm with values of 3.16 and 3.12, respectively. Wood disc lining material recorded its highest peeling quality index at 500 rpm with a value of 3.15. These three different disc lining materials and speed combinations had the better performance among all combinations, but since peeling quality index is a function of peel removal efficiency and percent flesh loss, it is important to consider Figures 7 to 9 in deciding which combination is the best.
From the performance parameters above, the best disc lining materials and their corresponding speeds neglecting the impact of cassava varieties and drum lining materials were concrete disc lining at 350 rpm, wood disc lining material at 500 rpm and rubber disc lining material at 350 rpm in descending order. But when the impact of drum lining and variety are considered, the results are shown in Figures 11 and 12.
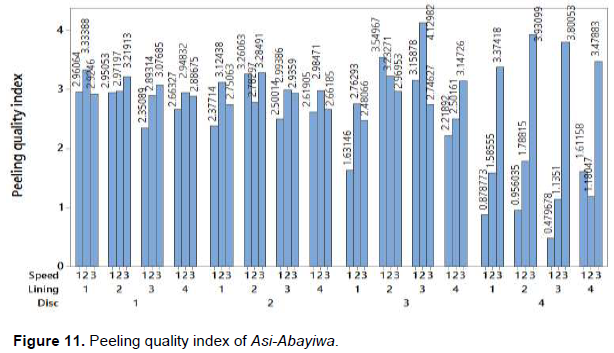
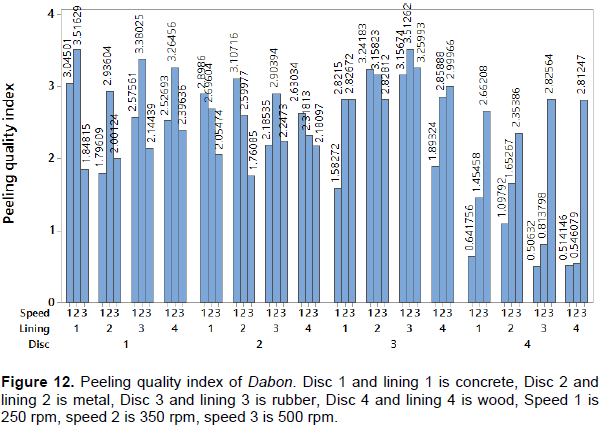
From Figures 11 and 12, the best combination for the mean of Asi-Abayiwa variety is rubber drum lining and rubber disc lining material at 350 rpm, with peeling quality index of 4.13. The best combination for the mean of Dabon variety is concrete drum lining and concrete disc lining at 350 rpm for a peeling quality index of 3.52. Followed closely is rubber disc and drum lining material at the same speed with peeling quality of 3.51. Although the regression model predicted the best combinations without considering drum lining material and with some response variables too, the cassava variety was not considered. The model still gave rubber disc lining material at 350 rpm as one of the top three best combinations. Hence the rubber disc lining material is the best followed by concrete disc lining material in terms of peeling quality, with a keen consideration of peel removal efficiency and percent flesh loss.
CONCLUSION
Two developed prototype peelers having a vertical stationary drum and a horizontal rotating disc were evaluated with two local cassava varieties; Asi-Abayiwa and Dabon. The effective capacity of the peeler for all disc lining materials and speed combinations ranged from 80 – 1440 kg/h with metal lining having the highest value. Peel removal efficiency of the peeler for all disc lining materials and speed combinations ranged from 17.7 to 83.85%. Concrete disc lining at 350 rpm, and rubber disc lining at 500 rpm gave the highest peeling efficiencies of 78.33 and 83.85%, respectively. The peeler percent flesh loss for all disc lining materials and speed combinations ranged from 4.31 – 31.58% and 1.89 - 38.08% for Asi-Abayiwa and Dabon cassava varieties, respectively with wood disc lining at 500 rpm and rubber disc lining at 350 rpm being the best combinations having values of 9.67 and 12.72%, respectively. In terms of peeling quality index of the peeler, concrete disc lining material at 350 rpm, wood disc lining material at 500 rpm and rubber disc lining material at 350 rpm recorded highest performance, with average values for the two varieties of cassava at 3.16, 3.15 and 3.12, respectively. But when all factors are considered, rubber disc and rubber drum lining material at 350 rpm performed better with an average value of 3.82
RECOMMENDATIONS
1) From the outcome of the studies, it was realised that the disc lining material has greatest impact on peeling. The rubber disc material produced the best performance; further studies should be done to determine the effective diameter of the abrasive disc that will give efficient performance.
2) Further studies should be done to determine the effective spacing between the drum lining materials (for wood and rubber) and also the number, spacing and types of perforations of the metal lining material that will give a better performance.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
REFERENCES
|
Adebayo BA, Towo E, Mukuka I, Okechukwu R, Ranaivoson RGT (2014). Growing cassava: A training manual from production to postharvest. Ibadan: IITA |
|
|
Adetan DA, Adekoya LO, Aluko OB (2003). 'Characterization of some properties of cassava root tubers'. Journal of Food Engineering 59:349-353. |
|
|
Agbetoye LA, Ademosun SOC, Ogunlowo AS, Olukunle OJ, Fapetu OP, Adesina A (2006). Developing indigenous machinery for cassava processing and fruit juice production in Nigeria. In proceedings of the first International Conference on Advances in Engineering and Technology, Entebbe, Uganda.16th -19th July, 2006, pp. 375-384. |
|
|
Ajibola WA, Babarinde F (2016). Desing and fabrication of a cassava peeling machine. International Journal of Engineering Trends and Technology 42(2):60-64. |
|
|
Amponsah SK, Berchie JN, Manu-Aduening JD, Adu EO, Osei JA, Adelaide BE (2017). Performance of an improved manual cassava harvesting tool as influenced by planting position and cassava variety, African Journal of Agricultural Research. Academic Journals 12(5):309-319. |
|
|
Angelucci F (2013). 'Analysis of incentives and disincentives for cassava in Ghana', Technical notes series. MAFAP, FAO, Rome. |
|
|
Charrondiere UR, Haytowitz D, Stadlmayr B (2012). FAO/INFOODS Density Databases Version 2.0, Rome. |
|
|
Egbeocha CC, Asoegwu SN, Okereke NA (2016). 'A review on performance of cassava peeling machines in Nigeria. Futo Journal Series 2(1):140-168. |
|
|
Food and Agriculture Organization (FAO) (2013). Save and grow: Cassava, a guide to sustainable production intensification. Rome. |
|
|
Food and Agriculture Organization (FAO) (2016). Bianual report on global food market. Food Outlook, (October). |
|
|
Ferraro V, Piccirillo C, Tomlins K, Pintado ME (2016). Critical Reviews in Food Science and Nutrition Cassava (Manihot esculenta Crantz) and Yam (Dioscorea spp.) Crops and Their Derived Foodstuffs: Safety, Security and Nutritional Value. |
|
|
Kolawole OP, Agbetoye LAS, Ogunlowo AS (2007). Strength and elastic properties of cassava tuber. International Journal of Food Engineering 3(5):1-10. |
|
|
Kolawole OP, Agbetoye LAS, Ogunlowo AS (2011). 'Evaluation of cassava mash dewatering methods'. Journal of Bio-informatics and Sequence Analysis 3(2):23-30. |
|
|
Meridian Institute (2009). Innovations for Agricultural Value Chains in Africa: Applying Science and Technology to Enhance Cassava, Dairy, and Maize Value Chains, Cassava, Value Chain Overview. |
|
|
Morgan NK, Choct M (2016). Cassava: Nutrient composition and nutritive value in poultry diets. Animal Nutrition. Elsevier Limited and Science Press 2(4):253-261. |
|
|
Nwachukwu ID, Simonyan KJ (2015). 'Some engineering properties of cassava tuber related to its peeling mechanization., Umudike Journal of Engineering and Technology 1(1):12-24. |
|
|
OECD-FAO (2016). Agriculture in Sub-Saharan Africa: Prospects and challenges for the next decade, OECD-FAO Agricultural Outlook 2016-2025, 181 (November 1947), |
|
|
Office of Grant and Research, KNUST (2015). Ghana's cassava in demand for commercial and industrial use - Office of Grants and Research, KNUST. |
|
|
Olukunle OJ, Jimoh MO (2012). Comparative analysis and performance evaluation of three cassava peeling machines. International Research Journal of Science, Technology and Innovation 1(4):94-102. |
|
|
Olukunle OJ, Ogunlowo AS, Sanni L (2010). The search for effective cassava peeler. The West Indian Journal 32(1-2):42-47. |
|
|
Vanhuyse F (2012). Draft: Monitoring Visit to C:AVA Ghana Nov. 4 to 17, 2012, 2(1):140-168. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


