Full Length Research Paper
ABSTRACT
The objective of this study is to analyze the points of convergence and divergence between the Theory of Constraints, Lean Manufacturing and Six Sigma in an integrated manner when used for continuous improvement of manufacturing systems. This research also aimed to advance a better understanding of the fundamental principles of such methodologies by performing a comparative analysis of critical issues. The focus of discussion of this study was to search the literature to identify characteristics of exclusion and similarities between the three approaches when applied in an integrated way in productive systems. The results of this study suggest that the Theory of Constraints, Lean Manufacturing and Six Sigma have many complementary elements that overlap the divergent points and there is a big space of research to be explored on this issue. As a result, this study presents a critical analysis of 28 comparative criteria relevant to the three approaches.
Key words: Theory of constraints, lean manufacturing, six sigma, continuous improvement, manufacturing systems.
INTRODUCTION
The main objective of this paper is to investigate the convergence and divergence factors between Lean Manufacturing, Theory of Constraints and Six Sigma methodologies, when they are used together in manu-facturing environments for continuous improvements. The present discussion is that the use of the above approaches focuses on continuous improvement as being done by several organizations, and as a rule, such approaches have reached their limit of performance concerning the current competitiveness and complexity of some markets (Khadem et al., 2008; Lu et al., 2011; Myrick, 2009; Valles, 2009). Moreover, it is necessary to find elements of other approaches that turn more robust than the current strategies for continuous improvement. Gains in reducing inventory and lead time applying the Theory of Constraints in production systems, for example, were identified by Phruksaphanrat et al. (2011) and Adetunji and Yadavalli (2012).
Thus, some authors have studied the combination of approaches in order to provide integrated models of continuous improvement. Stamm et al. (2009) analyzed the evolution and fundamental differences between TQM (Total Quality Management), TPM (Total Productive Maintenance), TOC (Theory of Constraints), Lean and Six Sigma, contrasting these approaches with the Fordist production model. It was found that: i) Lean Manufacturing presents a higher paradigm based on production drawn when compared to that based on pushed production ii) it is possible to develop models integrating Lean and other methodologies of quality management, and iii) the combination of TOC with other approaches indicates superior results when compared to other models. Nave (2002) compared the Theory of Constraints, Lean Manufacturing and Six Sigma, identified common assumptions among the three philosophies and obstacles to their deployment, and pointed that the greatest challenge for organizations is choosing the strengths of each approach.
However, from the literature review in the databases searched, there was an absence of a comparative study done from the standpoint of logical review that discussed TOC, Lean and Six Sigma concerning the research possibilities and limits of integration in order to achieve continuous improvement. In order to highlight this gap in operations management literature, this study researched publications in the following databases: Emerald, Springer Link, Scopus, Ebsco, Proquest and Scielo International. The gap resulting from the lack of scientific articles discussing these three traditional approaches was there-fore one of the main reasons for the development of the present work. By making a critical comparative analysis involving such approaches, this research also sought to objectively show their main similarities and differences and thus contribute to management decision making.
TOC, LEAN AND SIX SIGMA
According to Arnheiter and Maleyeff (2005), both Lean and Six Sigma implement a culture of continuous improvement at all levels within the company. And the advantage of the approach lies on the use of integrated scientific and quantitative quality provided by Six Sigma, in relation to the techniques of Lean. The Six Sigma projects focus their efforts on reducing the variation from the proposed standard, which at times may not be focusing on the custumers’ requirements, but only in a cost-cutting exercise. Therefore, it is suggested to simultaneously adopt the flow view of Lean (Bendell, 2006). For Harrison (2006) the use of this approach isolated in such way may not be effective, and they can create two subcultures within the company, fighting for the same human and financial resources.
Dettmer (2001) indicated the following points of similarity between the TOC and Lean approaches: they have the common goal of increasing profits; the value is defined by the customer; the quality factor is essential for both; they support the production in smaller batches, they aim continuous stream and increased capacity, they seek to minimize inventory and the labor force participation plays an important role in the successful deployment of the method and tools.
According to Scheinkopf and Moore (1998), common points between TOC and Lean approach are: (i) the perception of value from the customer perspective: the Lean value is clearly defined in TOC and the customer perceptions of value are a key factor to increase the gain of the product, (ii) Value Stream: Lean adopts the term value stream and TOC adopts the term value added to clarify that the value perceived by the customer is defined by a chain of interdependencies between the factory and the suppliers (iii) flow and pull production: they offer techniques to control flow using the concept of pulling the market demand. Lean pulls sequentially, since the feature is not expected to produce until the resource downstream signal (kanban) is received. Pulling is the essence of DBR (Drumm-Buffer-Rope) to synchronize the neck with market demand and promote the release of material into the system, iv) the pursuit of perfection: according to Goldratt (1984) the only way that a company will prosper after a change is from continuous improvement. This idea is expressed in Step 5 Process Focus of TOC and Lean Kaizen philosophy.
The Six Sigma approach identifies projects driven by the reduction of defects in the process and operational improvements. However, it does not fully involve operators and it lacks a systemic view to understand how these projects will affect the overall system performance. According to Husby (2007) this aspect can lead not only to project prioritization with no financial impact for the company as well as to the elimination of the positive impacts on other processes. Therefore, the main objective of this study is to analyze the points of convergence and divergence between the Theory of Constraints, Lean Manufacturing and Six Sigma when used for continuous improvement of manufacturing systems. We wanted advance in a better understanding of the fundamental principles of such methodologies by performing a com-parative analysis of critical issues, searching in the literature characteristics of exclusion and similarities between the three approaches.
MATERIALS AND METHODS
Data collection is a key aspect in qualitative research, especially in researches that perform comparative analysis between different approaches. In scientific research, it is believed that the first step is in general to look for similar concerns in previous work (Silva, 2009). Thus, an important source of data collection for this study was a systematic review of the literature. According to Gil (2010, p. 29), the literature is prepared based on previously published material, whether printed or digital as: articles, theses, journals, dissertations etc. Virtually all academic research requires some time to carry out a work that could be characterized as literature. For Khan et al. (2001) the main advantage of using a method of systematic review is that it provides information on interventions effectiveness to identify, evaluate, and summarize the results of an amount of data not treatable otherwise. The research presented here used the work of Smith (2009) and the study of Tranfiel et al. (2003) as a basis.
The procedure adopted here for the literature review was: i) to extract keywords from the search problem: the words selected are: Lean Manufacturing, Toyota System, Lean Production, Six Sigma and Theory Of Constraints; ii) to define the databases where to search for publications. The databases researched were: Emerald, Springer Link, Scopus, Ebsco, Proquest, Scielo International; iii) to set time horizon for the search: the search performed here ranged from year 1995 to 2012; iv) to examine titles and abstracts of publications: 836 papers were analyzed and the number analyzed in each database is detailed in Table 1; v) to decide between the inclusion or exclusion of the publication in the search; vi) to make analysis, synthesis and inclusion of information in the search: this discussion is consolidated in the section four of this paper where the works with their focus aligned to the discussion of this research were chosen. That the research on databases shows a greater number of publications dealing on Lean and Six Sigma than the number of publications on TOC and TOC and Lean and Six Sigma. Integration between TOC and Six Sgma seemed to be recent in the literature so that it brings only a few studies on the subject thus becomes an opportunity for further research.
RESULTS AND DISCUSSION
TOC and Lean
Some works of computational simulation comparing JIT, currently named Lean, and TOC were performed by Miltenburg (1997); Chakaravorty and Atwater (1996); Cook (1994) and Watson and Patti (2008). Miltenburg (1997) showed that JIT operates with less inventory and lead times while TOC generates higher productivity. Chakaravorty and Atwater (1996) concluded that TOC is suitable for systems with variability and downtime (unavailability of produce) relatively high, while JIT is better to lower system variability and downtime. Cook (1994) concluded that the performance of TOC is better and that the JIT would have to eliminate virtually all the variability of the system to make the performance similar to TOC. The work conducted by Sale and Inman (2003) showed that the combined use of JIT and TOC can result in a higher performance if compared to the use of the individual approaches. Patti and Watson (2008) concluded that TOC is more tolerant of variability, has less lead time and needs on average 50% less than the JIT inventory for the same productivity. This information is based on the strategy of focusing on the management of production bottlenecks system, and rather than manage equally all the resources of the productive system.
According to Antunes (1998), the main convergences regarding logistics approach are: (i) there two central concerns: the need for synchronization of production and the establishment of a systematic process of continuous improvement, (ii) there are specific techniques for addressing the problem of synchronization, logic Drum-Buffer-Rope (DBR) for TOC and kanban for lean production, (iii) both are concerned with the continuous improvement of Productive Systems. In TOC this appears in Step 4 (increase the capacity of restriction) based on the analysis already carried out in Step 1 of TOC (identify constraints).
According to Dettmer (2001), TOC and Lean philosophy evolved into a systemic view and it is suggested that a hybrid of the two approaches is more robust, more productive and easier to implement and that the main aspect is the selection of elements to the model. Dettmer (2001) suggests the following points of congruence: they are systems methodologies, both aim at continuous improvement and continuous flow, the value stream extends beyond production, and leads to release of hidden capacities. However, Dettmer (2001) proposes that the greatest differences lie in two aspects: how each one treats the variability and uncertainty and how they treat costs. While Lean aims to reduce fixed and variable costs, for TOC the cost reduction is limited, and the generation of gain is not. TOC accepts the variability and instability of demand and strategic operations using buffer (physical, time, capacity), while Lean constantly seeks to reduce variability. Overall, Dettmer (2001) considers that there is a substantial overlap between the paradigms of lean thinking and TOC, where TOC provides a framework to guide efforts and Lean avoids the pitfalls of applying them where they are not necessary.
TOC and Six Sigma
Husby (2007) suggests that the five focusing steps of TOC can fulfill this gap. However, the author points out that the thinking process of TOC analysis and troubleshooting makes use of a language that requires complex intellectual guidance by skilled experts and a different approach for management and for operators. From the point of view of Jin et al. (2009), the focus of Six Sigma is the client and the the focus of TOC is the organization and although they are different philosophies, both have been used by various industries for process improvement because while Six Sigma requires solutions in depth, TOC can reveal bottlenecks and avoid them. According to Nave (2002), the common way of integration between TOC and Six Sigma is to identify the restriction of the company and use Six Sigma to reduce its variation or to solve this problem.
According to Jin et al. (2009), the main advantages of the combination of the two approaches are: (i) the restriction is analyzed, measured and controlled by a set of statistical tools, thus increasing the understanding of the problem and decisions, (ii) the bottleneck is the first point to be analyzed, thus generating increased financial gain forthe company and the Six Sigma project will not be chosen by a single business area, but by the overall view that the TOC will generate the project outcomes throughout the system. On the other hand, according to Jin et al. (2009), the disadvantages are: (i) not always the variation reduction will increase the constraint capacity (ii) when the variation reduction increases the production rate of the bottleneck, downstream processes can generate higher rates of rejection since the focus was solely laid on the neck, (iii) the uncertainty of applying the principles of TOC and then the six sigma design or vice versa. The integration model of Six Sigma and TOC proposed by Jin et al. (2009) assumes an environment with limited budget for improvements and application of Six Sigma in post-bottleneck resources in order to assure quality and efficiency. This model has been replicated in a motor manufacturing company with satisfactory results.
To Ehie and Sheu (2005), there are similarities between the improvement processes of Six Sigma (DMAIC) and TOC (Five Focusing Steps). The authors proposed an integrated model where the initial step of constraint identification is the same for both approaches. The next step follows the logic of TOC using its capacity to exploit the Six Sigma phases of measure and analyze as a support. The following step also adopts the capacity to explore the TOC logic by using their “Improve phase” of Six Sigma and its statistical tools to eliminate the problems and the causes indicated in the previous step; step four uses Subordinate step of TOC and “Control” of Six Sigma in order to assure that all actions taken previously are applied in the system. In step five, efforts are made to increase the capacity of the constraint and the last step evaluates the next constraint to avoid the inertia of the system. To refine the model, the authors suggested incorporating the TOC Thinking Process to understand the cause-effect interactions in the system as well as add other approaches aimed at continuous improvement.
Lean and Six Sigma
There is a limit of integration because the strategy used for the improvement depends on the problem to be solved, and therefore there must be alignment between the two approaches in order to achieve effective results (Banuelas and Antony, 2004). According to Sharma (2003), Six Sigma should be used to boost the implementation of Lean efforts. For Bendell (2006), balance is the creation of value from the point of view of the customer in order to focus on the market and, at the same time, reduce the variation to acceptable levels while reducing costs. Bendell (2006) also argues that the two paradigms are catalysts of change and that they can be a powerful tool to align with cultural aspects of Lean Six Sigma projects. There is enormous potential for a sustainable organizational change and process improvement integrating Lean and Six Sigma (Bendell, 2006).
According to Snee (2010), Six Sigma is typically used to solve complex problems for which the solution is unknown. It is important to remember that the goal is to find the causes of the low performance and not just focus on the symptoms. In this case, the view of lean flow contributes to the use of Six Sigma and suggests the simultaneous use of approaches. Snee (2010) listed eight key features that contribute to the performance when Lean and Six Sigma are synergistically applied: they create financial results, they activate the involvement of top leadership, they use a disciplined approach (DMAIC) their projects are quickly concluded, there is clear definition of success, the human infrastructure (belts) created, the focus on customers and processes and the use of a statistical approach.
For Montgomery (2010) Lean improvement projects can be managed using the DMAIC methodology. Montgomery (2010) supports the use of Six Sigma and Lean as a model that captures the philosophy of continuous improvement and the system of deep knowledge proposed by Deming. Higgins (2005) sets a difference between the two systems arguing that Six Sigma is run by a few specific individuals within a company, whereas in Lean, training involves all levels of the company to identify and eliminate non-value added activities. Moreover, Arnheiter and Maleyeff (2005) point out the aspects between the approaches: Lean companies should adopt the use of quantitative data to make decisions and a more scientific approach to assess the quality within the system, meanwhile companies using Six Sigma, need a broader systems approach, considering the effects of waste on the system as a whole.
Bendell (2006) mentions that Lean and Six Sigma philosophies have become poorly defined, resulting in reduced effectiveness and very often the presented methodologies are put together without a logical explanation and without any explanation or theoretical basis for the choice of techniques. Spector and West (2006) point out that by adopting the Lean and Six Sigma, practitioners can find a variety of projects with insufficient results for the amount of time needed to finish them.
From the above considerations it seems, in short, that: (i) the two approaches are complementary and it is feasible to evaluate the integration between the two approaches, (ii) integration, project management and corporate strategy need to be aligned together in order to avoid having separate systems with Lean and Six Sigma approaches, (iii) it was noticed also that, if Lean is implemented individually, specific tools to leverage its full potential according to the complexity of the problem under analysis will be missing. Likewise, if a Six Sigma project is implemented without a systemic vision of lean, the focus on the global flow is forgotten and the improvement project performance is compromised.
Therefore, in order to meet the main objective of this research that is to analyze the points of convergence and divergence between the three approaches from the standpoint of continuous operational improvement and to broaden the understanding of their fundamental principles, Table 1 was elaborated. From the literature review and the discussions in the previous sections, it presents a summary of the review comparing the three approaches and showing 28 analysis criteria. It was considered that these criteria are fundamental to the understanding of the comparative approaches, thus contributing to academic and practitioners understanding.
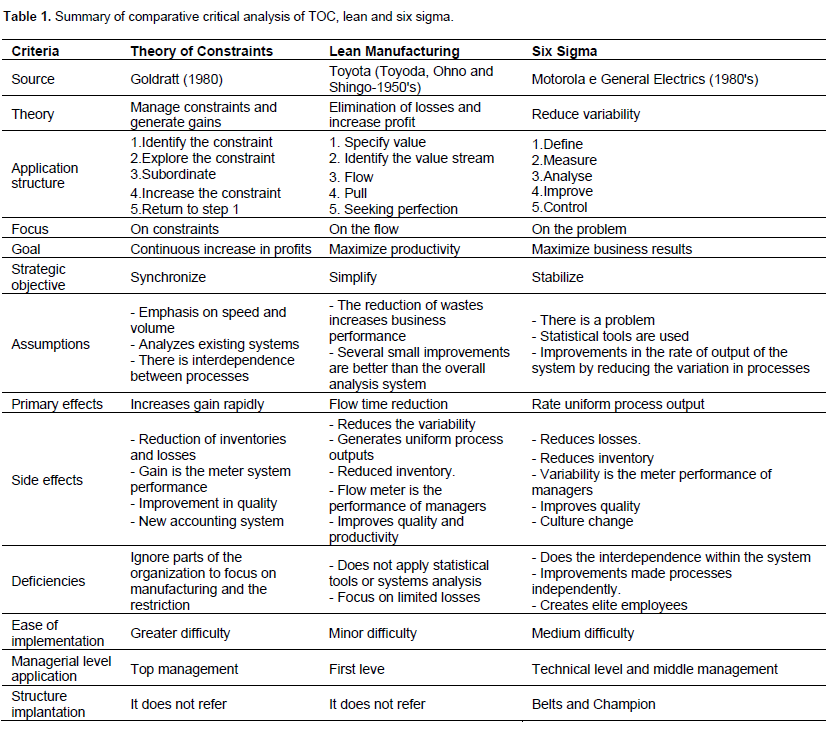
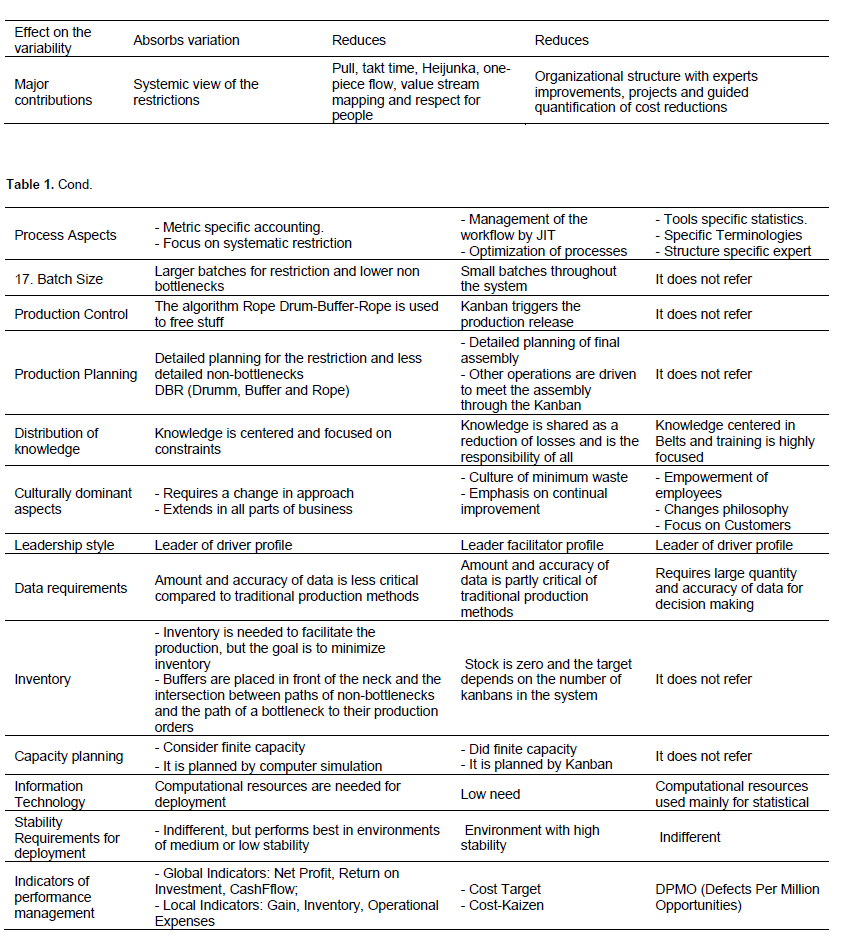
Moreover, Table 1 provides important insights for decision making in production systems. The mains implications for practice implementation of TOC, Lean and Six Sigma are shown in a comparative analysis of 28 different criteria for the three approaches. Recently, research analyzing the evolution of TOC has been performed. Boyd and Gupta (2008) investigated the extent of TOC performing an analysis with Operations Management and obtained the following findings: (i) the TOC offers a new paradigm in Operations Management which replaces an outdated consensus to seek to achieve the goals of efficiency of company; and thus the pursuit of the goal from a global perspective would be more consistent to this new paradigm in the management of operations; (ii) TOC has in scope definition criteria and guidelines as a valid theory in operations management; however, more empirical tests are needed to validate the TOC as a valid theory in Operations.
So, the general conclusion is that, due to the improvement and evolution of the scope of the TOC over the years, it needs to be discussed and analyzed at the prospect of becoming a valid theory in the field of operations management.
The results of Table 1 also showed that the implications for implementation of TOC, Lean and Six Sigma are according to the research of Atunes (1998), which cites the logic proposed by TOC and Lean has a high degree of agreement as proposed vision of the production system as a whole. The main similarities are: (i) TOC and Lean have vision of an open system with respect to the design of production systems and are linked to Paradigm of Processes Improvement. In this topic, it is necessary to say that Six Sigma also seeks continuous improvement by reducing variability; (ii) Six Sigma, Lean and TOC use scientific method for the solution of many problems related to production management and run a deductive logic to develop specific technical solutions for the improvement; (iii) The three approaches privilege management from subsystem improvements, give priority emphasis to subsystem management improvements and innovation management; (iv) the main objective of the three proposals is to seek continuous improvement of indicators. In TOC this is done by monitoring the Global and Local Indicators. Lean uses the logical of Target Cost and Kaizen Cost. Six Sigma uses Defects per Million Opportunities (DPMO).
The results of this study suggest that the Theory of Constraints, Lean Manufacturing and Six Sigma have many complementary elements that overlap the divergent points and there is a big space of research to be explored on this issue and improve the theory and practice about industrial engineering for increase the productivy of production systems.
CONCLUSION
This study aimed to analyze the points of convergence between Theory of Constraints, Lean Manufacturing and Six Sigma when used with a view to continuous improvement of processes in manufacturing systems. The discussion also tried to contribute to a better understanding of the fundamental principles of such methodologies by performing a comparative analysis of aspects considered critical. After the analysis, it was found that the purposes of analyzing the points of convergence and exclusion between the three approaches and contribute to a better understanding of its fundamental principles have been met. It was found generally that there are more points of overlap between the three approaches than exclusion and it is viable to think in constructing an integrated continuous process improvement system which will enhance competitiveness.
However, there are critical factors that must be considered in constructing models by integrating the three approaches without which the development of a holistic model will lose its strength. Among the main critical factors, the literature still does not have a clear definition on such aspects: i) how to choose the correct elements of each approach according to the real needs of the organization, ii) the company must precisely define what is their priority: reduce variability or reduce losses or improve the flow or remove the constraints? ii) the correct diagnosis on culture, goals, strengths and weaknesses of the organization should also be considered as an aspect of integration of the three approaches and revealed a lack of research on this topic, iii) the principles of construction of a model incorporating such approaches must necessarily be aligned with the company's strategy and goals.
ACKNOWLEDGMENTS
This research was conducted with support from CNPq/ Brazil (National Council for Research and Development) to which the author expresses gratitude.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests
REFERENCES
| Adetunji OAB,Yadavalli V (2012). An integrated utilization, scheduling and lot-sizing algotithm for pull production, Int. J. Ind. Eng. 19(3). | ||||
| Antunes Junior JAV (1998). Em direção a uma teoria geral do processo na administração da produção: uma discussão sobre a possibilidade de unificação da teoria das restrições e a teoria que sustenta a construção dos sistemas de produção com estoque zero. 1998. 407f. Tese (Doutorado) - Programa de Pós-Graduação em Administração, Escola de Administração, Universidade Federal do Rio Grande do Sul, Porto Alegre, RS, 1998. | ||||
|
Arnheiter ED, Maleyeff J (2005). The integration of lean management and six sigma. TQM Magazine 17(1):5-18. Crossref |
||||
| Banuelas R, Antony J (2004). Six sigma or design for six sigma? The TQM Magazine, York, Inglaterra, GB, 16(4):250-263. | ||||
| Bendell T (2006). A review and comparison of six sigma and the lean organization. The TQM Magazine, York, Inglaterra, GB, 18(3):255-262. | ||||
|
Boyd L,Gupta M(2004). Constraints management: what is the theory? Int. J. Oper. Prod. Manage. 24(4):370-371. Crossref |
||||
|
Chakaravorty SS, Atwater BJ (1996). A comparative study of line design approaches for serial production systems. Int. J. Oper. Prod. Manage. 16(6):91-108. Crossref |
||||
| Cook DP (1994). A simulation comparison of traditional, JIT and TOC manufacturing Systems in a flow shop with bottlenecks. Falls Church, Va. US, Prod. Invent. Manage. J. 35:73–78. | ||||
| Dettmer W (2001). Beyond Lean Manufacturing: Combining Lean and the Theory of Constraints for Higher Performance. Goal System International, Port Angeles, USA. 2001. In: http://www.goalsys.com/books/documents/TOCandLeanPaperrev.1.pdf. | ||||
|
Ehie I, Sheu J (2005). Integrating six sigma and theory of constraints for continuous improvement: a case study. J. Manuf. Technol. Manage. 16(5):542-553. Crossref |
||||
| Ghinato P (1996). Sistema Toyota de produção: mais do que simplesmente Just-In-Time. Caxias do Sul: Ed. Universidade de Caxias do Sul. | ||||
| Gil AC(2010). Como elaborar projetos de pesquisa. São Paulo: Atlas. | ||||
| Goldratt EM (1991). A síndrome do Palheiro: Garimpando informações num oceano de dados. São Paulo: Educator. | ||||
| Goldratt EM, Cox JF (1984). A Meta. 1.ed. São Paulo. Nobel. | ||||
|
Gupta MC, Boyd LH (2008). Theory of constraints: a theory for operations management, Int. J. Oper. Prod. Manage. 28(10):991 – 1012. Crossref |
||||
| Husby P (2007). Competition or Complement: Six Sigma and TOC. Material Handling Management. pp.51-55. | ||||
|
Inman RA, Sale MLW,Green Jr. KW (2009). Analysis of the relationships among TOC use, TOC outcomes, and organizational performance. Int. J. Oper. Prod. Manage. 29(4):341-356. Crossref |
||||
| Jin KJ, Hyder AR, Elkassabgi Y, Zhou H, Herrera A (2009). Integrating the Theory of Constraints and Six Sigma in Manufacturing Process Improvement. Proc. World Acad. Sci. Eng. Technol. Vol. 37. | ||||
| Khadem MSk, Ahad A,Seifoddini H (2008). Efficacy of Lean Metrics in Evaluating the Performance of Manufacturing Systems. Int. J. Ind. Eng. 15(2). | ||||
|
Kruger DJ, Randass JK (2010). Assessment of the Reasons for Failure and Critical Success Factors Implementing CI Projects: Case Study Results from the South African Apparel and Manufacturing Industry. IEEE. Crossref |
||||
| Lu X, Jia Z, Yang J, Liu H (2011). Design and implementation of Lean Facility Layout System of a Production Line. Int. J. Ind. Eng. 18(5). | ||||
|
Miltenburg J (1997). Comparing JIT, MRP and TOC, and embedding TOC into MRP, Int. J. Prod. Res. 35(4):1147-1169. Crossref |
||||
| Myrick J, Burkhardt T, Nelms L, Patch S, Yearout R (2009). Professional Perceptions of Six Sigma's Value, Int. J. Ind. Eng. 16(3). | ||||
|
Montgomery DC (2010). A modern framework for achieving enterprise excellence International, J. Lean Six Sigma 1(1):56-65. Crossref |
||||
| Nave D (2002). How to compare Six Sigma, Lean and the Theory of Constraints. Quality Progress pp.73-79. | ||||
| Phruksaphanrat B,Ohsato A,Yenradee P(2011). Aggregate production plannig with fuzzy demand and variable system capacity based on TOC measures, Int. J. Ind. Eng. 18(5). | ||||
|
Sale ML,Inman RA (2003). Survey-based comparison of performance and change in performance of ï¬rms using traditional manufacturing, JIT and TOC. Int. J. Prod. Res. 41(4):829–844. Crossref |
||||
|
Sharma U(2003). Implementing Lean principles with the six sigma advantage: how a battery company realized significant improvements. Journal of organizational Excellence. Summer, Crossref |
||||
| Scheinkopf L, Moore R (1998). Theory of Constraints and Lean Manufacturing; Friend or Foes? Chesapeake Consulting. | ||||
| Shingo S (1996). O Sistema Toyota de Produção: Do ponto de vista da engenharia de produção. Bookman. | ||||
| Silva ÉRP (2009). Método para revisão e mapeamento sistemático da literatura (DEI-POLI/UFRJ). Trabalho de conclusão de curso em Engenharia de Produção. | ||||
|
Snee RD (2010). Lean Six Sigma: getting better all the time. Int. J. Lean Six Sigma 1(1):9-29. Crossref |
||||
| Spector RE (2006). How constraints management enhances Lean and Six sigma. Supply Chain Manage.ment Review. pp.42-46. | ||||
| Stamm ML,Neitzert TR,Darius PK (2009). TQM, TPM, TOC, Lean and Six Sigma –Evolution of manufacturing methodologies under the paradigm shift from Taylorism/Fordism to Toyotism? International Annual Euroma Conference,Gothenburg, Sweden, 2009. | ||||
|
Tranfield D, Denyer D, Palminder S (2003). Towards a methodology for developing evidence-informed management knowledge by means of systematic review. Br. J. Manage. 14:207–222. Crossref |
||||
| Valles A, Sanchez J, Noriega S, Gómez Nu-ez B (2009). Implementation of Six Sigma in a Manufacturing Process: A Case Study, Int. J. Ind. Eng. 16(3). | ||||
|
Watson JK, Patti A (2008). A comparison of JIT and TOC buffering philosophies on system performance with unplanned machine downtime. International Journal of Production Research, 46(7):1869–1885. Crossref |
||||
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


