ABSTRACT
Complimentary food is other food in addition to breast milk. The objective of this work was to evaluate the impact of extrusion cooking screw speed (300, 350 and 400 rpm) and barrel temperature (150, 160, and 170°C) variation on chemical, functional and sensory values of complimentary food made of finger millet in soy bean ratio of 80, 85 and 90% and carrot juice. The incorporation of carrot juice was realized through inbuilt piston type pump to the extruder barrel to maintain the dough moisture at 18% throughout the extrusion process. Proximate compositions were analysed following AOAC procedures. Crude protein was 12.295, 11.623 and 9.984%, oil was 4.927, 3.278 and 3.25%, and carbohydrate was 69.53, 72.14 and 72.98% for the blend ratios of 80, 85 and 90%, respectively, and they were significantly (P<0.01) different with blend ratio variation. Beta-carotene content of the extrudates did not significantly change with extrusion process parameters. The functional properties (water solubility and water absorption indexes) were significantly influenced by barrel temperature and blend ratio (P<0.05). The sensory evaluation of the selected extrudate was performed in seven hedonic scale on quality attributes of aroma, taste, mouth feel, color and overall acceptability. The gruel extruded from 85% finger millet and 15% soybean flour blend, extruded at 150ºC barrel temperature and 350 rpm screw speed was selected with superior organoleptic quality.
Key words: Complimentary food, carrot, finger millet, soybean, extrusion cooking, functional properties.
The level of under nutrition among children remains unacceptable throughout the world, with large number of children living in developing world with low income (Happiness et al., 2011). The problems of malnutrition, manifested by stunted growth, underweight and waste of infants and children, is related to the demographic, geographic and socio-economic dimensions in which infants and children live. In Ethiopia, for example, over 472,000 children die each year before their fifth birthdays, and the country ranks sixth in the world in terms of the absolute number of children deaths (UNICEF – Ethiopia, 2010). Malnutrition in children results from the interaction between poor diet and disease and leads to most of anthropometric deficits observed among children in Ethiopia and the level of malnutrition is significantly with nearly one in two (47%) Ethiopian children under five years of age stunted (short for their age), 11% wasted (thin for their height) and 38% underweight (Temesgen, 2013).
The most important nutrition problems documented in Ethiopia are protein energy malnutrition and micro-nutrients deficiency (zinc, iron, vitamin A, and vitamin C deficiencies) (Temesgen, 2013). Consumption of cereal-legumes-vegetable extrudate by infants at complementary feeding age is not common in Ethiopian complementary feeding practices. In addition, the usual practice may result in a complementary food that is not energy dense as the starchy and protein polymers may not be well converted into their breakdown products. The usual homemade complimentary food results in high water uptake and little solid content which reduces the quantity and quality of micro and macro nutrient availability.
Fortified nutritious commercial complementary foods are rarely available especially in the rural areas and where available, they are often too expensive and beyond the reach of most of the families (Happiness et al., 2010).
Abiodun et al. (2012) showed that cereal-legume blends are relatively high in protein (both quality and quantity) and energy because the legumes supply the lysine lacking in cereal and the cereals provide cysteine and methionine which are low in legumes.
In this study, finger millet (cereal), soy bean (legume) and carrot (vegetable) are selected for cooking extrusion process. In cooking, extrusion process polymers like starch, proteins, and dietary fibbers are modified and the functional properties of the product improved because of high temperature and pressure, mixing, shearing, and puffing within short time (Guy and Horne, 1988). Therefore, in this work, the selected raw materials were locally available and the extrusion cooking process well modifies the macromolecules and improves the functional properties of the complimentary food.
Sample preparation
Finger millet (black local variety), soy bean and carrot were purchased from Bahir Dar open market. The finger millet was cleaned (THE ALVAN BLACH, 3SW/2M), milled to 700 µm (Fellows, 2000) particle size by hammer mill (THE ALVAN BLACH, 212/10E), packaged in plastic bags and stored for mixing prior to extrusion. The soy bean was decorticated and cleaned (The Alvan Blach, 3SX/3M), and the bran and impurities separated by the grain and pulse sifter blower (THE ALVAN BLACH, 3SW/2M). The cleaned decorticated bean was milled and packaged in plastic bags and stored for mixing similarly. Fresh carrot was purchased, washed, pealed by vegetable peeler (H-BIAUGEAUD, A302) and crushed in cutter-mixer (H.BIAUGEAUD, R23). The crushed carrots were pressed by hydraulic extractor to get clear juice (Cammire, 1991).
Finger millet flour in soy bean flour 80 (80% finger millet flour and 20% soybean flour), 85 (85% finger millet flour and 15% soybean flour) and 90% (90% finger millet flour and 10% soybean flour), were mixed using universal mixer (T1387) before extrusion process. The extrusion process was conducted according to full factorial split plot design with three factors and three levels. The maximum proportion of soy bean selected was 20% and the minimum was 10% according to Aceites (2000).
Extrusion process
The extrusion process was conducted by co-rotating twin screw extruder (Clextral, BC-21 N0 194, Firminy, France). The barrel has 25 mm diameter screws with 300 mm useful length and compression ratio of 1:2.9 driven by screw motor type AC ABB. The mixed flour was alternatively fed into the extruder inlet by volumetric feeder type KMV-KT20. The carrot juice was injected into the extruder by positive displacement pump (type Clextral DKM). At the end of the extruder, a die plate with a circular hole of 9.7 mm diameter was fixed. The temperature of the three zones of the extruder was controlled by Eurotherm controller (Eurotherm Ltd. Worthing, UK) on separate control panel board.
The dough moisture was kept constant at 18% according to Iwe and Ngoddy (1998). The amount of carrot juice required to be pumped was calculated according to Golob et al. (2002). As the dough appeared at the die, the barrel temperature was adjusted to 150, 160, and 170°C and the screw speed was also adjusted to 300, 350 and 400 rpm. The residence time was measured using stopwatch and food colorant (FD&C Red # 40) and recorded to be 34, 30 and 28 s at 300, 350 and 400 rpm, respectively. The extrudate was placed on aluminium foil coved table at room temperature for drying for one hour and milled by the hammer mill. The extrudate flour was vacuum packed (TEPRO, pp5) and stored for further analysis.
Proximate analysis of extrudate
Moisture
Moisture content of samples were determined following AOAC (1990) using the official method 925.09. Cleaned crucible was dried in an oven at 105°C for 1 h and placed in a desiccator to cool.
Crude oil
The oil content of the flours was determined according to AOAC official method 4.5.01 (AOAC, 1990). The extraction was carried out by using Soxhlet using N-hexane for about 4 to 6 h (AOAC, 1990).
Crude protein
Total nitrogen of the samples was determined according to AOAC (1990). Micro Kjeldahl method was used to determine crude protein.
Ash
A clean and dry porcelain dish containing 5 g sample was placed in a muffle furnace (thermolyne, 48000 furnaces) set at 800°C for 8 h and then cooled in a desicator and weighed, and the ash content was determined according to AOAC (1990).
Crude fiber
Crude fiber was determined by Walker (1990) method, about 1.5 g sample was place in ash less capsules and treated with 1.25% H2S04 and 1.25% NaOH alternatively under reflux (Fibertec system FOSS-2023) for 30 min. The treated samples were dried and socked in acetone for 3 min, rinsed with distilled water and placed in an air drying oven (STATUIC Scientific, UK) at 105°C for 3 h before incinerating subsequently in a muffle furnace (thermolyne, 48000 furnaces) at 550°C for 2 h.
Carbohydrate
Carbohydrate contents of the flours blend ratio and their extrudates were calculated by Saskia and Martin (2008) method.
Carbohydrates (%) = 100 − (% moisture + % protein + % fat + % ash + % crude fiber)
Calcium, iron and zinc
The measurement of these minerals was conducted according to Olapade and Aworh (2012). Extrudate flour samples (ca. 2 g) were ashed at 800°C for 5 h in a muffle furnace (thermolyne, 48000 furnaces). The ashed samples were dissolved in 2% HCl and diluted to 50 mL with distilled deionized water. The concentrations of zinc, iron and calcium were determined from an aliquot using Inductively Coupled Plasma/Optical Emission Spectrometry (ICP-Spectroscopy: ultima-2).
Beta carotene
The determination of β-carotene was carried out according to AOAC (1995) method. A conical flask containing 50 ml of 95% ethanol,10 g of the extrudate flour sample was placed and maintained at temperature of 70-80°C in a shaking water bath (DKZ-series shaking water bath) for 20 min with periodic stirring. The supernatant was decanted, allowed to cool and its volume was measured by means of a measuring cylinder and recorded as initial volume.
The final extract was transferred to 50 ml beaker for absorbance measurement. The absorbance was measured using spectro-photometer (JENWAY 63000) at wavelength of 436 nm. A glass cuvette containing pet-ether (blank) was used to calibrate the spectrophotometer to zero point. Samples of each extract were placed in cuvettes and readings were taken.
Determination of functional properties of extrudates
Water absorption index
Water absorption index of the flour and extruded products were determined (Anderson, 1982). Sample (about 1.25 g) was placed in about 40 ml centrifuge tube and suspended in 15 ml distilled water. The sample was incubated by using a shaker (DKZ-series shaking water bath) at about 25°C for 30 min and was centrifuged at 3000g for 5 min (L-530 table top low speed centrifuge). Mass of the sample was determined before and after the decantation of the clear supernatant of centrifugation. The WAI was calculated as grams of absorbed water per gram of dry sample mass (1.25 g). The clear supernatant of the centrifugation was transferred into pre-dried (105°C) and weighed glass beaker (about 50 ml) for the estimation of the water solubility index (WSI).
Water solubility index
The supernatant preserved from WAI measurement was evaporated at 105°C in air drying oven (STATUIC Scientific, UK) for overnight. The WSI was calculated as a ratio of dry residue to the original mass (about 1.25 g) used to estimate WAI and the result was expressed as percentage.
Sensory evaluation of the products
For sensory analysis, among all six samples selected based on correlation between the factors and responses (proximate analysis results and functional property), result show significant difference at p<0.05 and p<0.01 using SPSS-20 output values (Table 2). The sensory evaluation was carried out on quality attributes of aroma, taste, mouth feel, colour and overall acceptability based on a 7 point hedonic scale as described by Iwe and Onuh (1992).
Statistical analysis
The data obtained from proximate compositions and functional properties were statistically analyzed using SPSS version-20. The correlation effect between sample treatments and the indices were done using analysis of variance (ANOVA) with a probability of p< 0.05.
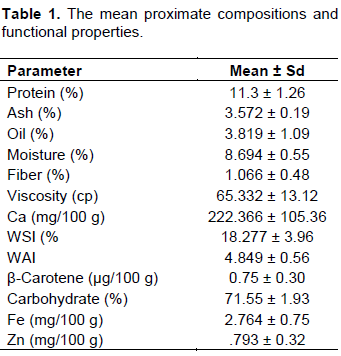
The data of the correlations between the independent and dependant variables were analysed based on the ANOVA output data of the SPSS version 20 software conducted. All the mean values of nutritional composition are shown in Table 1.
Effect of process parameters on nutritional quality crude protein and ash
The protein content of the p roduct was highly significant with blend ratio variation at p < 0.01 as indicated in Table 2.
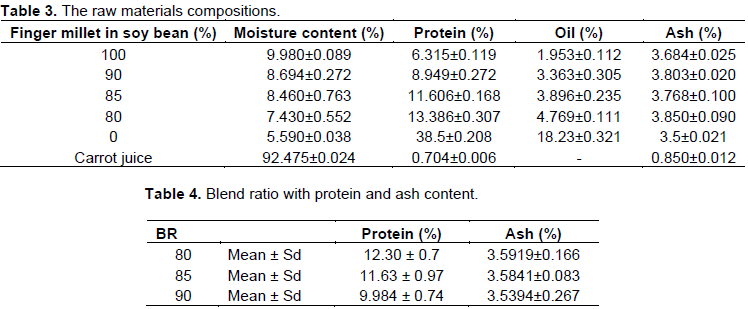
Additionally, Table 3 indicates the manner how the variation is significant as the proportion of the soy bean flour (unextruded) decreased from 20 to 10%, the mean value of the protein changed from 12.2951 to 9.9839%. The enhancement of the crude protein was attained through blending the finger millet flour with soy flour; consequently, the recommended daily allowance of protein can be attained through blending cereal with legume and it is similar to Olapade and Aworh (2012) investigation. The recommended daily allowance (RDA) of protein from FAO/WHO/UNU (2004) table is 1.18 g/kg/day for children from 6 month to 1 year old and the mean value of crude protein% from this study result was 11.3006% from Table 4. The correlation between the blend ratio and total ash content was not significantly different. Olapade and Aworh (2012) confirmed that extrusion of the blends of fanio and cowpea flour had no change with blend ratio.
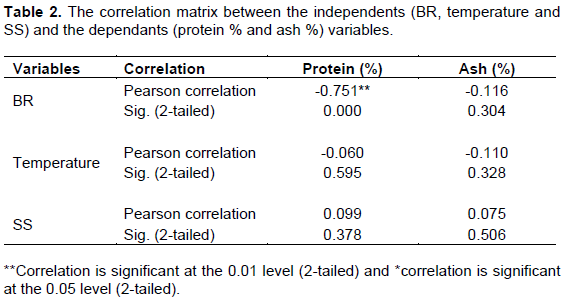
The temperature and screw speed variation had no significant effect on both the crude protein and total ash. The result agreed with Abiodun et al. (2012) report on acha and cowpea mixture extrusion and observed that temperature and screw speed variation had no impact on protein and mineral content.
Effect of blend ratio on extrudate oil content
The oil content of the extrudate increased as the proportion of the soy bean flour increased which was highly significant at 0.01 levels shown in the following table (Table 5). The incorporation of oil is important as it is one of the essential macro nutrients to increase the energy density of the product. The mean values of oil for extrudate from 80% finger millet oil content was 4.9274%, 85% finger millet the oil content was 3.2784%, and 90% finger millet had 3.2499% oil. The daily intake of fat (FAO/WHO/UNU, 2004) table is 4.0 to 9.0 gm/kg/day and it is to the required standard.
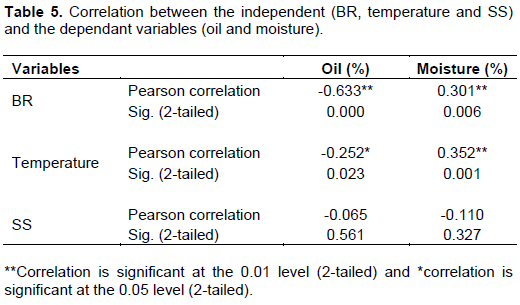
Oil content against temperature was significant at p<0.05 and the correlation was negative, that is, as the extrusion temperature increase the oil content of the product decreased. This is because as the product emerges from the die (the tip of extruder) the short chain fatty acids vaporised as volatile components so that reduction of total oil content increased as the cooking extrusion temperature increased from 150, 160 to 170°C. Alvarez et al. (1990) revealed that reduction of lipid oxidation in twin-screw extruder as the temperature measured at the die increased, consequently, the stability of the remaining oil improved.
From Table 5, moisture of the extrudate was significant at P<0.01with BR. The reason behind this was the extrudate puffed very well as the carbohydrate content increased consequently releasing much water at the exit following this, when the extrudate dries at room temperature, the porous structure absorbs more moisture than released at the edge of extruder barrel.
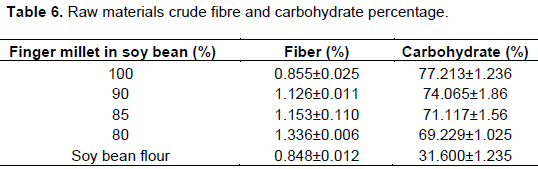
The effect of blend ratio variation had significant impact on carbohydrate content as presented in Table 6 at P<0.01. As the proportions of soy bean flour increase, the carbohydrate % decreased and directly proportional to the finger millet flour increment. Carbohydrate was not significant against temperature and screw speed variation.
This study result on beta carotene content enhance-ment shows one step improvement towards raising the pro-vitamin A content of the developed complimentary food by bio-fortification through pumping carrot juice into the barrel instead of water.
Minerals (zinc, iron and calcium)
Iron and calcium contents of the extrudates were not influenced by BR, screw speed and barrel temperature.
Iron and zinc were among the micro-minerals required in a minute amounts. The recommended daily allowance is 1.1-2 and 2-3 mg/kg/day for zinc and iron, respectively (FAO/WHO/UNU, 2004), for infants.
Zinc content was not significantly affected by temperature in addition to BR variation but significantly affect screw speed variation. The relation between the zinc content and screw speed was inversely proportional. The result disagreed with Muhammad et al. (2012) investigation report which states that extrusion screw speed variation did not have intensive impact on mineral composition.
The calcium content of the extrudate flour was not significant with blend ratio, barrel temperature, and screw speed. Since the dominant proportion of the raw materials were finger millet, the soy bean flour contributes to the composition of calcium, with insignificant degree of variation.
Functional properties of extrudates
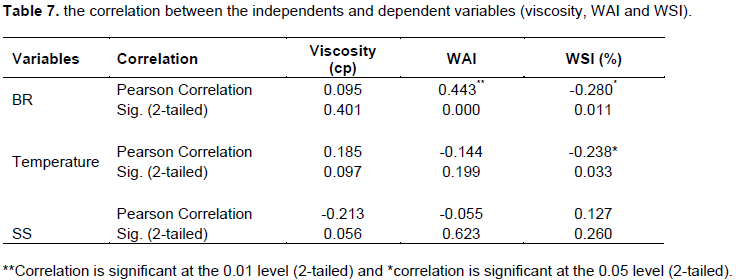
The result (Table 7) of this study agrees with Onyango et al. (2004) which stated that the viscosity of 9-10 g/100 g flour suspension was 350 to 400 cp and the energy density was 0.2-0.3 kcal/g and the value was below the required energy density. The viscosity of the extrudate for 85% was 75.0407 cp and its energy density according to energy density required by complimentary food was 0.8 kcal/g (WHO/UNICEF, 1998).
Water solubility index (WSI)
This study indicate (Table 7) that WSI was significant at P<0.05 with blend ratio and temperature and not significant with screw speed. Water solubility index (WSI) was a measure of starch degradation; it means that as the WSI increase starch degradation consequently increase soluble molecules in the extrudates. The finger millet was milled whole (with bran); consequently, the WSI decreased and agrees with Badrie and Mellowes (1992) report. Water solubility index was significantly influenced by temperature at 0.05 level; the three temperatures are stated in Table 7.
Water absorption index (WAI)
WAI is an indicator of the ability of flour to absorb water, depends on the availability of hydrophilic groups which bind water molecules and on the gel-forming capacity of macromolecules (Hoseney, et al., 1992). The correlation indicates that WAI was highly significant with blend ratio at P<0.01 level as indicated in Table 7. The value of the WAI varies from 4.5954 g of water/gram of sample at80% Onyango et al. (2004) was 0.85 kcal/g and the minimum finger millet, 4.75 g/g at 85% finger millet, to 5.202 g/g at 90% finger millet these values progressively increased as the proportion of finger millet increased.
Sensory analysis
Sensory evaluation was conducted by panellists who judge the organoleptic characteristics of the extrudate gruels on the quality attributes of aroma, taste, mouth feel, colour and over all acceptability. The average score recorded by judges was considered and presented in Table 8. According to the result, the higher preference score (rank) given to the product produced at 80 150 350 (80% finger & 20% soy bean flour extruded at 150°C barrel temperature and 350 rpm screw speed) on aroma quality attribute. The aroma of gruels produced at 80 160 300 & 85 150 350 blend ratio-temperature-screw speed both got the second rank, while the panellists provided the least preference score to both product 80 160 350 and 85 150 300 blend ratio-temperature-screw speed. This indicated that aroma was more influenced by screw speed and extrusion temperature variation than blend ratio variation as evident in the second and third rank, was given to the same blend ratio and temperature but different screw speed (85 150 350 and 85 150 300).
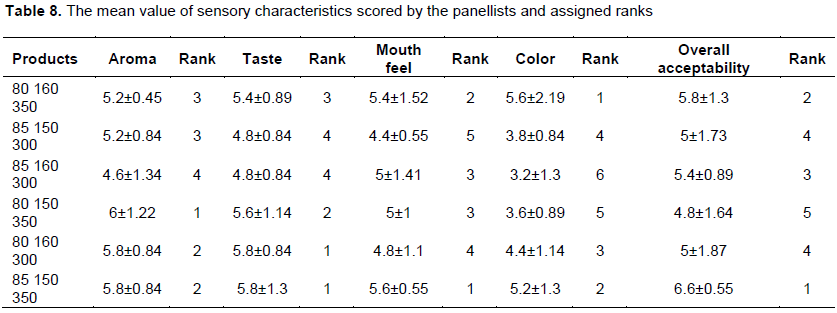
Table 8 clearly shows that the highest preference score (1) given by the panellists for taste organoleptic characteristics was for gruels extruded at 80 160 300 and 85 150 300. The least rank (4) was given to 85 150 300 and 85 160 300 products. The rank provided indicated that taste is influenced by blend ratio and temperature. This may be due to sugar content variation between the blends and carmalization of sugar at different temperature within the same blend ratio which affects the taste of the gruel. The panellist’s judgment result presented (Table 8) showed for overall acceptability quality attribute, the superior preference score (1) was given to 85 150 350 and the least rank (5) was assigned to gruel produced at 80 150 350.
Among six gruels, the extrudate from 85% finger millet at 150°C and 350 rpm screw speed given the highest preference score (1) for three quality attributes (taste, mouth feel and over all acceptability) and got the second rank (2) for two quality characteristics (aroma and colour). Therefore, the gruel produced from extrudates of 85% finger millet and 15% soy bean at 150°C and 350 rpm screw speed was selected to be the best product and the process parameters (blend ratio, barrel temperature and screw speed) taken as the optimum parameters for commercialization purpose.
In this study, the potential to develop nutritious compli-mentary food from cereal-legume-vegetable combination based and locally available raw materials by cooking extrusion process was observed. The variation of the blend ratios of both the finger millet (80, 85 and 90%) and soy bean (20, 15 and 10%) resulted in improvement of macro (protein, oil and carbohydrate) and micro (calcium, iron, zinc and beta-carotene) nutrients of the extrudates. The addition of soy bean significantly increased the protein and oil content and the incorporation of carrot juice improved the beta-carotene content of the extrudate. Therefore, the developed products become high energy density complimentary food (0.85 kcal/g) to combat the malnutrition problem of infants and children. The cooking extrusion process was performed at three levels of barrel temperatures (150, 160 and 170°C) and three levels of screw speeds (300, 350 and 400rpm). Cooking extrusion process improves the functional properties such as water solubility index, viscosity and water absorption index of the extrudates. The organoleptic evaluation of the product was also influenced by variation of blend ratio and process parameters of cooking extruder machine. In conclusion, the product produced from 85% finger millet and 15% soy bean flour at 150°C and 350 rpm was selected to be the best product.
The authors have not declared any conflict of interests.
REFERENCES
|
Aceites (2000), Role of lipids in the extrusion cooking processes, Institute of Food Technology, University of Agricultural Sciences, Vienna Muthgasse, 18, A-1190 Vienna, Austria.
|
|
|
|
Association of Official Analytical Chemists (AOAC) (1990), Official Methods of Analysis, Washington.
|
|
|
|
|
Association of Official Analytical Chemists (AOAC) (1995), Official Methods of Analysis, 16th ed. AOAC International, Gaithersburg, MD.
|
|
|
|
|
Abiodun A, Olapade O, Charles A (2012). Evaluation of extruded snacks from blends of acha (Digitaria exilis) and cowpea (Vigna unguiculata) flours, Ibadan Nigeria.
|
|
|
|
|
Anderson RA (1982), Water absorption and solubility and amylograph characteristics of Roll-cooked small grain products. Cereal Chem. 59:256-258.
|
|
|
|
|
Alvarez VB, Smith DM, Morgan RG, Booren AM (1990), Restructuring of mechanically deboned chicken and nonmeat binders in a twin-screw extruder. J. Food Sci. 55:942-946.
Crossref
|
|
|
|
|
Badries N, Mellowes WA (1992). Soybean flour/ oil and wheat bran effects on characteristics of cassava (Manihot esculenta Crantz) flour extrudate. J. Food Sci. 57:108-111.
Crossref
|
|
|
|
|
Cammire M, Clykink C, Bittner R (1991). Characteristics of extruded mixture of corn meal and glandless cottonseed flour. Cereal Chem. 68(64):419-424.
|
|
|
|
|
FAO/WHO/UNU (1985), Energy and protein requirements. Reports of a joint FAO/WHO/UNU expert consultation, World Health Organization Technical Report Series 724. WHO. Geneva, Switzerland.
|
|
|
|
|
FAO/WHO/UNU Expert consultation (2004). Human energy requirements Food and Nutrition technical report series 1, world health organization, Rome.
|
|
|
|
|
Golob P, Birkinshaw LA, Stathers TE, Meyer AN, Belmain SR, Farrell G, Hodges RJ. Pest management (2002). Crop Post-Harvest: Science and Technology. Principles Practice 1: 233-320.
Crossref
|
|
|
|
|
Guy RCE, Horne AW (1988). Extrusion cooking and co-extrusion. In: Blanshard, J. M. V. and Mitchell, J. R. (eds), Food Structure: Its Creation and Evaluation. Butterworths, London 18:331-349.
|
|
|
|
|
Happiness MS, Issa-Zacharia A, Kinabo J (2011). Formulation and sensory evaluation of complementary foods from local, cheap and readily available cereals and legumes in Iringa, Tanzania. Afr. J. Food Sci. 5(1):26-31.
|
|
|
|
|
Hoseney RC, Mason WR, Lai C-S, Guetzlaff J (1992). Factors affecting the viscosity and structure of extrusion-cooked wheat starch. In Kokini JL. Ho C. Karwe MV (eds) Food Extrusion Science and Technology. New York: Mercel Dekker Inc. pp. 277-305.
|
|
|
|
|
Iwe MO, Onuh JO. Functional and sensory properties of soybean and sweet potato flour mixtures. Lebensmittel-Wissenschaft+ Technologie. 25(6):569-573.
|
|
|
|
|
Iwe MO, Ngoddy PO (1998). Proximate composition and some functional properties of extrusion cooked soybean and sweet potato blends. Plant Foods Human Nutr. Jun 1; 53(2):121-32.
|
|
|
|
|
Muhammad RR, Anjum FM, Khan MI (2012). Effect of extruder variables on chemical characteristics of maize (Zea mays. L) extrudates. Pakistan J. Food Sci. 22(2):108-116.
|
|
|
|
|
Onyango C, Henle T, Ziems A, Hofmann T, Bley T (2004). Effect of extrusion variables on fermented maize–finger millet blend in the production of uji. LWT-Food Science and Technology. Jun 30; 37(4):409-415.
|
|
|
|
|
Olapade AA, Aworh OC (2012). Chemical and nutritional evaluation of extruded complementary foods from blends of fonio (Digitaria Exilis stapf) and cowpea (Vigna unguiculata l. walp) flours. Intl. J. Food Nutr. Sci. 1(3):4-9.
|
|
|
|
|
Fellows P, (2000), Food processing technology principles and practices, Woodhead Publishing Limited and CRC Press LLC.
|
|
|
|
|
Saskia de Pee, Martin W Bloem, (2008), Current and potential role of specially formulated foods and food supplements for preventing malnutrition among 6-23 months old and treating moderate malnutrition among 6-59 months old children, World Food Programme, Via Cesare Giulio, 68/70 Parco de'Medici, Rome, 00148, Italy.
|
|
|
|
|
Temesgen M (2013). Nutritional Status of Ethiopian Weaning and Complementary Foods: A Review 2:621.
|
|
|
|
|
UNICEF – Ethiopia ((2010). Terms of reference for rapid assessment of community-based production of complementary food in Tigray, Amhara, Oromia and SNNP regions, Oct (2010).
|
|
|
|
|
Walker AF (1990). The contribution of weaning foods to protein–energy malnutrition. Nutr. Res. Rev. 3(1):25-47.
Crossref
|
|
|
|