Full Length Research Paper

ABSTRACT
Xylose reductase (XR) is a key enzyme in order to obtain xylitol from xylose. It has vast applications in biotechnology including xylitol production. The present study aimed to estimate and characterize XR from Candida tropicalis strain LY15. C. tropicalis strain LY15 showed xylose utilization ability and xylose reductase activity after 48 h of incubation at pH 6.5, incubation temperature 28°C and rotation speed 140 rpm. It was specific to nicotinamide adenine dinucleotide phosphate-oxidase (NADPH) with an activity of 32.13 IU/ml. Response surface methodology (RSM) was taken into account in order to determine the effect of four main factors, that is, inoculum (1%), hemicellulose waste substrates (HWs) (2%), incubation period (60 h), and RPM (140) on enzyme production. The maximum XR enzyme activity on corn cob substrates (62.80 IU/ml) was found. The xylitol yield (12.08 g/L) attained corn cob media after 60 h of fermentation. Three dimensional response and interaction plot of the quadratic model showed interdependent interaction between the effective variables. Analysis of variance (ANOVA) predicts R2 value close to 1 which makes the result highly significant (p≤0.0001). These values were higher when compared with the traditional fermentation processes.
Key words: Candida tropicalis, corn cob, xylitol, response surface methodology (RSM), xylose reductase.
INTRODUCTION
Yeasts have played an important role in industrial development for thousands of years. Yeast is a group of fungi predominantly containing unicellular form. Though, yeast of different genera Kloeckera, Hansensiaspora, Candida, and Pichia are involved, but in most cases, Saccharomyces species dominate the final stage of the fermentation than any other yeast species (Heard and Fleet, 1985). Many types of yeasts are used in food, baking industries and fermentation for xylitol production. In general, fungi are thought to degrade oligosaccharides, initially obtained from complex polymers (Pérez et al., 2002). Xylose reductase (XR) is vital enzyme effective during the preliminary step in the metabolism of xylose (Moysés et al., 2016). The enzyme catalyzed the xylose, which can be further converted into xylulose. Xylitol has been considered to trigger the expression of xylanolytic enzymes (Margolles-Clark et al., 1997; Usvalampi, 2013). In fact, xylitol is a naturally occurring sugar alcohol. The calories of xylitol are less when compared with sucrose based upon on mass and has similar sweetness, which permit its applications in food industries with anticarcinogenic activities, or in medicines (Saha et al., 1997). Xylans are converted into xylitol, a potential substitute of sugar for diabetic patients (Barthikannan et al., 2016).
The metabolism of Xylitol is independent of insulin that can be applied in the food and pharmaceutical areas. The catalytic hydrogenation of D-xylose results into xylitol (Paidimuddala and Gummadi, 2014). Unlike bacteria and fungi, yeasts have been widely used for the production of xylitol. Bacteria do not metabolize xylitol in the mouth and thus, prevent the tooth decay. Furthermore, xylitol is a potential sugar substitute for diabetic patients.
The xylose can be reduced to xylitol by reusing the yeast cells (Tamburini et al., 2015). Yeast reduces D-xylose to xylitol using key XR in the presence of nicotinamide adenine dinucleotide phosphate-oxidase (NADPH) and metabolizes the extracellular xylose to xylitol in a step that consumes NADPH (Parajo et al., 1998). Xylitol is a natural metabolic intermediate product for xylose consuming microorganisms that makes the process cost-effective and suitable for industrial purposes due to easy cultivation of microbes at any parameters (Silva et al., 1998). Xylitol production through enzymatic approach obtains a substantial enhancement in its productivity. Candida boidinii (Vandeska et al., 1995), Candida parapsilosis (Oh et al., 1998), Candida guilliermindii (Zagustina et al., 2001; Rodrigues et al., 2003), Candida peltata (Saha and Bothast, 1999) and Candida tropicalis (Kim et al., 2002; Lopez et al., 2004) are well-known for potential xylitol producer. Medium containing 35% xylose mother liquor hydrogenates sugars favours the growth of Candida maltosa ATCC28140, that is, it converts xylose to xylitol (Lin et al., 2010). Xylitol can also be obtained by microbial transformation mechanism (Izumori and Tuzaki, 1998; Fredlund et al., 2002).
According to the report, Saccharomyces cerevisiae (recombinant) with XYL1 gene encoding XR from Pichia stipites converts produces xylitol using glucose (Hallborn et al., 2001). Yeast isolates have lots of advantage as biocatalysts (Pscheidt et al., 2008). Current literatures include several reports of production from various substrates, but very few studies discuss exploitation of novel yeast isolates producing xylitol (Altamirano et al., 2000). Optimization is important for enriched production of enzyme rely on medium components like carbon source, nitrogen sources, pH, temperature, agitation, HWs and incubation time. The optimization of the fermentation medium by one factor at a time (OFAT) is not only a time intense technique but also may lead to imprecise results and conclusions. This standard way of optimization is unable to detect the interaction amongst two factors responsible for upgraded enzyme production (Ayadi et al., 2016). Response surface methodology (RSM) a statistical approach helps to maximize the enzyme yield by designing limited tests for several parameters (Khusro et al., 2016).
This investigation was focused to determine the influence of initial substrate concentration in C. tropicalis strain LY15 fermentations using different Hemicellulose Waste substrates as carbon source. A statistical model was used to determine the optimum parameters to produce maximum XR enzyme using C. tropicalis strain LY15 using corn cob, which is a low-cost cost substrate.
MATERIALS AND METHODS
Microorganism
C. tropicalis strain LY15 was isolated and identified from Persea americana (Butter fruit) in previous studies (Barathikannan et al., 2016). For the fermentation experiments, the yeast C. tropicalis strain LY15 (KJ734199) was incubated at 4°C in yeast extract peptone dextrose (YEPD) slants. The production medium contained Yeast Extract Dextrose Agar (Yeast Extract 1%, Dextrose 2%, Agar 2%, pH 6.5; Himedia, Mumbai, India; pH: 7.0±0.2 and Chloramphenicol: 100 mg/L) medium and maintained at 30°C for 24 to 48 h. The isolates were cultured on YED agar to get pure cultures and they were kept as slants supplemented with chloramphenicol for further studies.
Xylose assimilation tests
Xylose assimilation tests were carried out in the medium (yeast extract 20 g/L, xylose 20 g/L, agar 25 g/L). These experiments were performed on both solid and liquid media. The cells were pre-cultured in YED (dextrose, 20 g/L) medium at 28°C and 140 rpm). The pre-cultures were diluted up to 10-5 times and inoculum of each culture was spread on the YPX (xylose, 20 g/L) medium. The total colonies appeared on the plate was counted after the incubation.
Analytical method
Xylose and xylitol concentrations were determined using dual-detection HPLC analytical method using Agilent 1100 series HPLC (Agilent 1100; Hewlett-Packard, Waldbronn, Germany) using an anion exchange column (HPX-87H) packed with sulfonated polystyrene-divinyl benzene. Acetonitrile and water (80:20) were used as the mobile phase followed by Barthikannan et al (2016). Xylose and xylitol were used as the standards for the hydrolysates in the bioconversion mechanism.
OFAT for XR
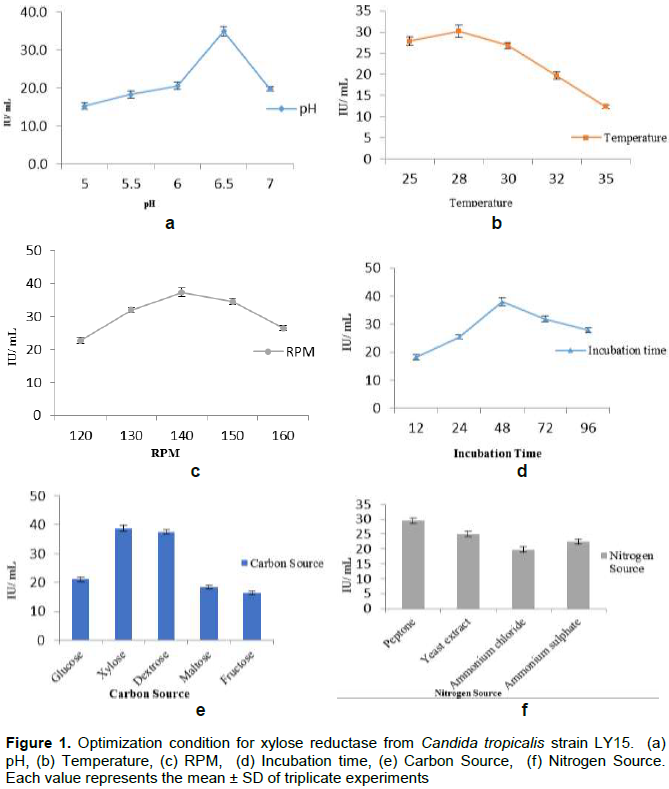
XR production from potential yeast culture was optimized for the following parameters: pH (5-7), Temperature (25 to 35°C), agitation speed (120 to 160), incubation time (12 to 96 h), carbon source (xylose, glucose, maltose, dextrose) and nitrogen source (peptone, yeast extract, ammonium sulphate, ammonium chloride).
Preparation of cell-free extract
Fermentation was performed at 28°C. After cooling, the culture was inoculated into sterilized medium and cultivated on orbital incubator at 140 rpm and 30°C. After the growth of yeast cells in YEPX (yeast extract peptone xylose) medium, the content was centrifuged at 6,000 rpm at 20°C and cells were washed with autoclaved distilled water. Cell disruption was performed in a homogenizer for 15 min and the supernatant was used after centrifugation at 12,000 rpm.
XR assay
The enzyme activity was calculated spectrophotometrically by UV-Visible (ELICO Double Beam SL-210) spectrophotometer at 340 nm. The final mixture contained (in 1 ml) 600 µl of 250 mM potassium phosphate buffer (pH 7.0), l00 µl of 100 mM mercaptoethanol, 50 µl of 0.5 M D-Xylose, 100 µl of distilled water, 50 µl of 3.4 mM NADPH and the mixture was kept for 1 min. Hundred microliters of enzyme solution were added in order to initiate the reaction. One unit of enzyme activity represents the quantity of enzyme that oxidizes one micromole NAD (P)H in 1 min. The enzyme activity (IU/ml) was calculated for the respective isolates.
Preparation and pretreatment of the agricultural substrates
The three agricultural substrates used in this study were paddy straw, sugarcane bagasse, and corn cob. The substrate particles were sun dried for 48 h, then stored at room temperature in plastic bags for further use. The substrate was ground and sieved for future experiments. The pretreatment experiment was performed in 500-ml conical flasks. Briefly, 10 g of each agricultural substrate was soaked into 2% sodium hydroxide at a solid-liquid proportion of 1:3 and mixed with (0.5% w/w) H2SO4 + 1.5% (w/w) H3PO4 and pretreatment was carried out at 130°C for 60 min. XR assay was performed as described earlier.
Optimization of different variables for xylose reductase production using three hemicellulose waste substrates by response surface methodology
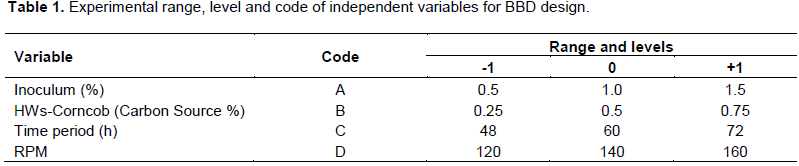
Box-Behnken design (BBD) was selected to optimize selective independent parameters, viz., inoculum, HWs, time periods and RPM (agitation speed) to maximize XR production or response by keeping pH and temperature constant. The total combinations are 2k + 2k + n, where ‘k’ represents parameters and ‘n’ corresponds to repetition of runs at the central point.
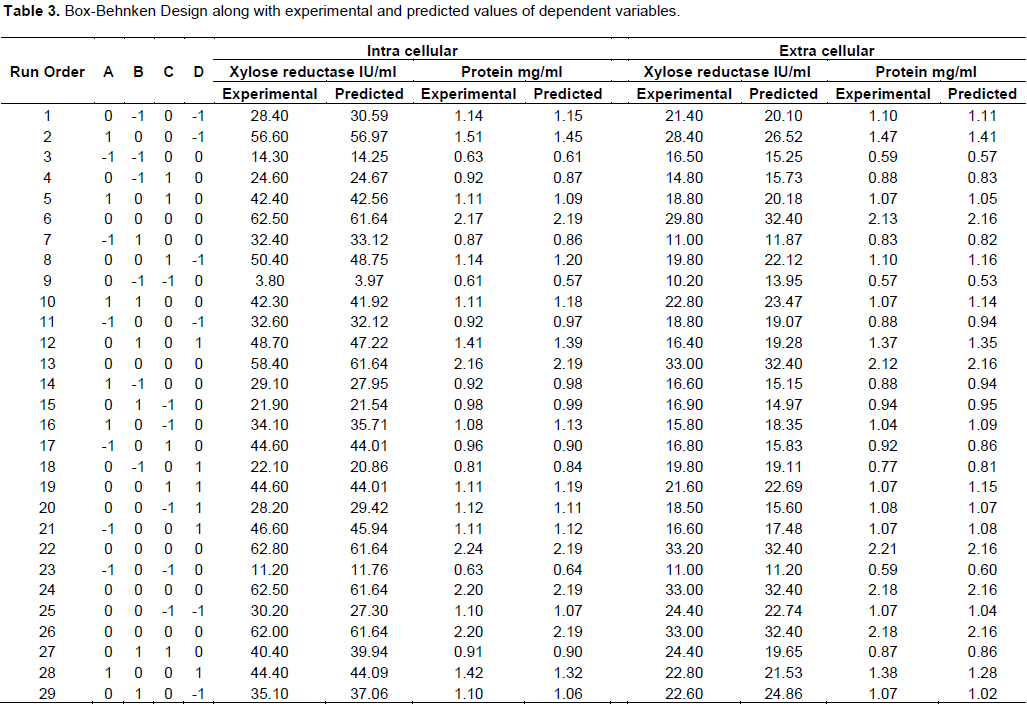
The experimental design consisted of 29 runs of four variables (A, B, C, D) at three levels (-1, 0, +1) in order to optimize the medium components. The coded values -1 and +1 indicate low and high level of the variables studied based on our previous experiments, respectively. The experimental plan of independent variables is represented in Table 4. The average enzyme activity obtained was considered as (Y). The significance level was validated by F test. The desirability was kept at maximum (Table 3).
Experimental design validation
The analysis was validated for enzyme production in shaking flask conditions using optimized parameters of BBD to confirm the experimental value and predicted value of XR production. The experiments were performed in triplicate and enzyme activity was estimated according to the protocol described earlier (Khusro et al., 2016).
Statistical analysis and software
All the experiments were performed in triplicate and data presented are mean ± standard deviation (SD). The independent variables of design were optimized and analyzed using Design Expert Version 7.0.0 (Stat-Ease Inc., Minneapolis, Minnesota, USA) statistical software.
RESULTS
Xylose-assimilating yeasts
C. tropicalis strain LY15 revealed more colony growth on solid medium using xylose. Estimation of intra and extracellular enzymes depicted that the isolates, which showed good growth in xylose supplemented medium consumed xylose in a faster manner. C. tropicalis strain LY15 showed maximum consumption of xylose based on the peak and retention time by HPLC.
Effect of different parameters in fermentation condition for xylitol production based on XR assay
In yeast, xylose assimilation is catalyzed by xylitol dehydrogenase and XR. Based on OFAT, different parameters were used for the enzyme production and optimized further at a range of pH, temperature, agitation speed and incubation time. Various carbon and nitrogen sources were also applied to estimate optimal enzyme activity. The isolates C. tropicalis strain LY15 was showing maximum enzyme production at pH 6.5, temperature 28°C, agitation speed of 140 rpm for 48 h of incubation. Xylose and dextrose showed similar rate of enzyme production. On the other hand, peptone and yeast extract were potential nitrogen source for XR production. C. tropicalis strain LY15 showed enhanced production of XR activity (32.13 IU/ml) among isolates (Figure 1).
Three different hemicellulose waste substrates using production of xylitol by RSM
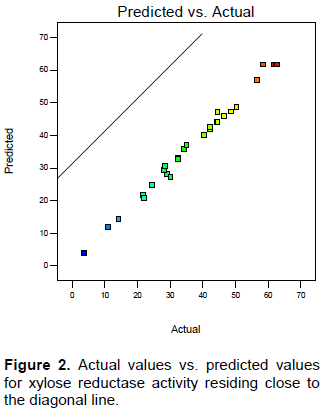
The independent variables such as inoculum (A), HWs concentrations (B), time period (C) and RPM (D) were identified as significant parameters based on the preliminary investigation (Table 1). These variables were further optimized by RSM using Box-Behnken design. Box-Behnken design, consisting of 29 experiments with 3 levels of 4 variables in coded, experimental and predicted values of XR activity is shown in Tables 1 and 3 and Figure 2.
The production of intra enzyme was predicted by the following model:
Y (IU/ml) = 61.64+5.62A+8.21B+9.78C+0.11D-1.22AB-6.35AC-6.55AD 0.58BC+4.98BD-0.95CD-10.68A2-21.65B2-17.45C2-6.05D2
where the quadric model represents inoculum (A), HWs (B), time period (C) and RPM (D).
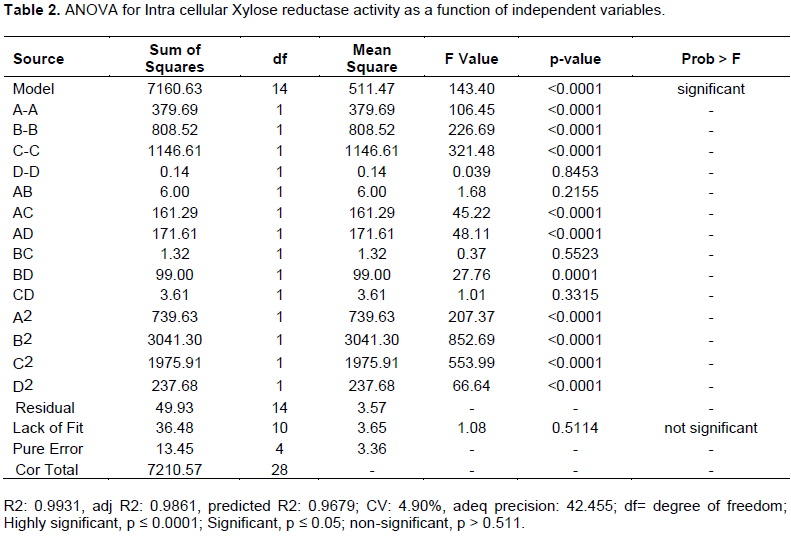
The statistical importance of the second-order model equation was determined by F test. ANOVA for quadric model is given in Table 2. Model terms having p value <0.05 were considered significant. The model F value of 120.28 represents significant model. There is only 0.01% chance that a large “Model F value” could happen due to noise. Values of “Prob>F”<0.05 indicate significant model. Here, A, C, A2, B2, and C2 are significant terms (Table 2). The multiple correlation coefficients (R2) denote positive correlation between experimental and predicted values and indicate that model is accurate with better response. A low CV (3.05%) corresponds to reliable and precise experiment. The “Predicted R2” of 0.9074 agrees with the “Adj R2” of 0.9853. “Adeq Precision” ratio of 29.785 shows an adequate signal and the model can be applied to navigate the design space.
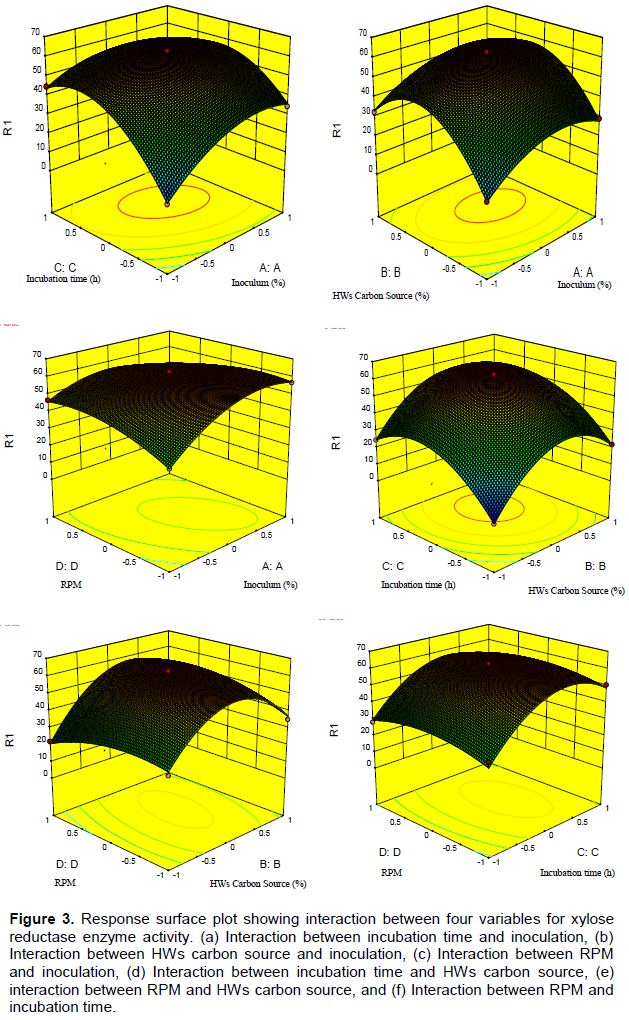
3D plot (Figure 2) showed interaction between two independent parameters. The response surface was plotted by estimating the enzyme activity against any two factors. The enzyme production varied significantly upon changing the levels of independent variables. The maximum enzyme production was observed with respect to the central values of these independent variables. Maximum enzyme production was obtained when the variables were at their middle to high level.
Validation of model was done by conducting experiments in triplicate using predicted optimized parameters by RSM. Highest XR activity was observed with experiment number 3 using inoculum (1%), HWs (2%), time period (60 h) and RPM (140). The maximum XR production by isolates was 62.80 IU/ml which was found positively correlated with predicted value, that is, 61.64 IU/ml (Figure 3).
DISCUSSION
Yeasts are known as the suitable producers of xylitol and have been broadly studied among xylose-utilizing microorganisms (Barathikannan et al., 2016). Winkelhausen and Kuzmanova (1998) summarized 22 yeasts isolates selected for the production of xylitol. Most of them belong to the genus Candida. Rangaswamy and Agblevor (2002) screened bacteria for xylitol production, but xylitol production was found to be very less.
Xylose uptake was reduced with the unavailability of co-substrate. Xylose transport is also affected by the higher concentration of substrate. These disadvantages barred its major role in the production of xylitol at large-scale in spite of the xylitol production approaching the maximum range (Barathikannan et al., 2016). According to Guo et al., (2006), C. trophicali and C. maltosa APP were potential xylitol producers and showed different modes of xylose assimilation. C. maltose Xu316 showed a higher xylose assimilation rate while C. guiiliermondii Xu280 had a greater xylitol production and produced less amount of by-product. Our present investigation favours the finding of Altaminaro et al. (2000) who demonstrated that C. tropicalis isolates were found to be a potential producer of xylitol. The rate of xylitol production of our isolates varies from the previous studies, who observed 0.69 g xylitol per gram of xylose. It might be due to the potential of xylitol production by isolates that depends on the compound regulation of the catabolism of xylose even in the same species. C. tropicalis strain LY15 had been extensively studied as a XR producer based upon the xylanase, xylose assimilation test and XR, taking part in xylan to xylitol bioconversion mechanism (Barathikannan et al., 2016). XR and xylitol dehydrogenase activity are linked to NADPH and NAD, respectively (Aguiar et al., 2002). The present study shows that there was slight increment in the enzyme production at optimized parameters of different factors. pH is one of the important parameters that changes final product yield. The production of xylitol by Debaryomyces hansenii NRRL Y-7426 was optimum between pH 4.5 and 5.5 (Converti et al., 2001; Dominguez et al., 1997). In our study C. tropicalis strain LY15 showed enhanced enzyme production at pH 6.5. As C. tropicalis strain LY15 showed maximum XR assay (32.13 IU/ml); hence, it is potent yeast for xylitol production, and could be used in industrial process and further isolates improvement process. OFAT optimization method is not a proper method to understand the interaction among the factors which affect the optimization. The exploitation of microorganisms is a cost-effective process for obtaining biotechnologically important products, because of the consumption of renewable sources. linked to NADPH and NAD, respectively (Aguiar et al., 2002). The present study shows that there was slight increment in the enzyme production at optimized parameters of different factors. pH is one of the important parameters that changes final product yield. The production of xylitol by Debaryomyces hansenii NRRL Y-7426 was optimum between pH 4.5 and 5.5 (Converti et al., 2001; Dominguez et al., 1997). In our study C. tropicalis strain LY15 showed enhanced enzyme production at pH 6.5. As C. tropicalis strain LY15 showed maximum XR assay (32.13 IU/ml); hence, it is potent yeast for xylitol production, and could be used in industrial process and further isolates improvement process. OFAT optimization method is not a proper method to understand the interaction among the factors which affect the optimization. The exploitation of microorganisms is a cost-effective process for obtaining biotechnologically important products, because of the consumption of renewable sources.
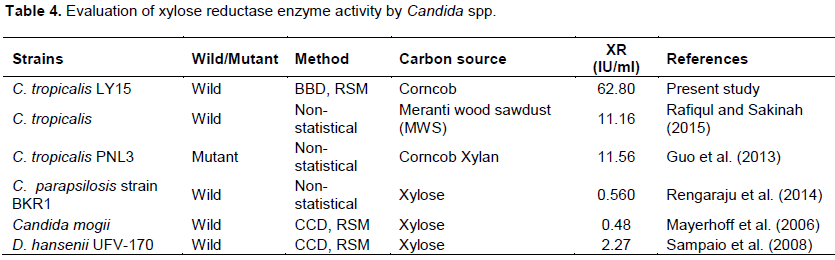
Rafiqul and Sakinah (2015) reported that C. tropicalis using the substrates of Meranti wood sawdust hemicellulosic hydrolysate (MWSHH)-based medium produced XR, activity is 11.16 U/m in 24 h (Table 4). In our study, C. tropicalis strain LY15 was cultivated using corn cob hydrolysate, showing maximum XR assay 62.80 IU/ml (Xylitol 12.08 g/L) within 60 h. Several findings mentioned the uses of agricultural wastes for xylitol production in the presence of XR (Misra et al., 2013). Different agricultural wastes like, corn fiber, corn stover, rice straw, wheat straws, and sugarcane bagasse, comprise hemicellulose (20 to 40%). The toxic compounds produced during the pretreatment process inhibit the microorganisms (Alvira et al., 2016). Thus, the bioconversion process requires the removal of inhibitors. Many detoxification methods have been used for improving the growth microorganisms (Mussatto and Roberto, 2004). Methods such as over liming (ion exchange resins or activated charcoal adsorption) were found to act as detoxification (Altamirano et al., 2000). In the previous studies, various measures had been taken for the optimization of operation bioprocess parameters. RSM is a potential substitute of OFAT tool which is not only used to optimize the medium components but also helps to understand the combined interaction of all the independent variables of a fermentation process.
According to the present study, the significant factor involved in the maximum production of enzyme from isolates was further optimized by RSM using BBD. BBD is an optimization method for small number of variables that estimates best fit parameters of the quadratic models. It detects not only the lack of fit of the model but also construct a sequential design for response surface methodology. The optimization of temperature, carbon and nitrogen source using BBD affected the enzyme production. Different runs correspond to variation in the enzyme production. A significant inter-correlation between the observed and predicted data represents the significance of the model. The determination coefficients correspond to the difference between the observed and predicted data. 3-D response graphs show the interaction between two independent variables. 3D response plot predicts that the optimum region for enzyme production is at more or less at central values of the parameters.
CONCLUSIONS
Xylose transport mechanism and key enzymes are involved in the xylitol production. It led to the search for the production of XR from various sources. On the other hand, the production of enzyme was also enhanced in shorter time interval by RSM using BBD. The fermentation conditions such as inoculum (1%), HWs corncob (Carbon source) (0.5% w/v), time period (60) and RPM (140) showed maximum production of enzyme. The experimental data showed close agreement with predicted values under optimized conditions, confirming the validity of this model. The optimized model using BBD showed 3.7 fold increments in XR production compared to OFAT method. The designed model based upon the multi-variable analysis provides the strategy to produce enzyme from this particular isolate at pilot scale using fermenter. Further study is in progress to produce xylitol using different hemicellulosic waste substrates and to express xylitol producing gene of C. tropicalis strain LY15 into Saccharomyces species through cloning strategies.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
REFERENCES
|
Aguiar WB, Faria LFF, Couto MAPG, Araujo OQF, Pereira N (2002). Growth model and prediction of oxygen transfer rate for xylitol production from d-xylose by C. guilliermondii. Biochem. Eng. J. 12:49-59. |
|
|
Altamirano A, Vazquez F, De Figueroa LIC (2000). Isolation and identification of xylitol producing yeasts from agricultural residues. Folia Microbiol. 45: 255-258. |
|
|
Alvira P, Negro MJ, Ballesteros I, González A, Ballesteros M (2016). |
|
|
Anne Usvalampi (2013). Microbial production of xylitol, l -xylulose and l-xylose. Doctoral thesis. Aalto University publication series, Finland. |
|
|
Aro N, Pakula T, Penttila M (2005). Transcriptional regulation of plant cell wall degradation by filamentous fungi. FEMS Microbiol. Rev. 29:719-739. |
|
|
Ayadi I, Kamoun O, Trigui-Lahiani H, Hdiji A, Gargouri A, Belghith H, Guerfali M (2016). Single cell oil production from a newly isolated Candida viswanathii Y-E4 and agro-industrial by-products valorization. J. Ind. Microbiol. Biotechnol. 43:901-914. |
|
|
Barathikannan K, Agastian P (2016). Xylitol: Production, Optimization and Industrial Application. Int. J. Curr. Microbiol. Appl. Sci. 5(9):324-339. |
|
|
Barathikannan K, Khusro A, Agastian P (2016). Isolation and molecular characterization of xylitol producing wild yeast strains from different fermented fruit juices. South Indian J. Biol. Sci. 2(4):415-423. |
|
|
Converti A, Dominguez JM (2001). Influence of Temperature and pH on xylitol Production from xylose by Debaryomyces hansenii. Biotechnol. Bioeng. 75:39-45. |
|
|
Dominguez JM, Gong CS, Tsao GT (1997). Production of Xylitol from D-Xylose by Debaryomyces hansenii. Appl. Biochem. Biotechnol. 63:117-127. |
|
|
Fredlund E, Druvefors U, Boysen EM, Lingsten K, Schnurer J (2002). Physiological characteristics of the biocontrol yeast Pichia anomala J121. FEMS Yeast Res. 2:395-402. |
|
|
Guo C, Zhao C, He P, Lu D, Shen A, Jiang N (2006). Screening and characterization of yeasts for xylitol Production. J. Appl. Microbiol. 101:1096-1104. |
|
|
Hallborn J, Walfridsson M, Airaksinen U, Ojamo H, Hahn-Hagerdal B, Penttila M, Kerasnen S (1991). Xylitol production by recombinant Saccharomyces cerevisiae. Biotechnol. 9:1090-1095. |
|
|
Heard GM, Fleet GH (1985). Growth of natural yeast flora during the fermentation of inoculated wines. Appl Environ Microbiol. 50:727-728. |
|
|
Izumori K, Tuzaki K (1998). Production of xylitol from D-xylulose by Mycobacterium smegmatis. J. Ferment. Technol. 66:33-36. |
|
|
Khusro A, Barathi Kannan K, Al-Dhabi NA, Arasu MV, Agastian P (2016). Statistical optimization of thermo-alkali stable xylanase production from Bacillus tequilensis strain ARMATI. Electron J. Biotechnol. 22:16-25. |
|
|
Kim JH, Han KC, Koh YH, Ryu YW, Seo JH (2002). Optimization of fed-batch fermentation for xylitol production by Candida tropicalis. J. Ind. Microbiol. Biotechnol. 29:16-29. |
|
|
Lin Y, He P, Wang Q, Lu D, Li Z, Wu C, Jiang N (2010). The alcohol dehydrogenase system in the xylose-fermenting yeast Candida maltosa. PLoS ONE 5:e11752. |
|
|
Lopez F, Delgado OD, Martinez MA, Spencer JF, Figueroa LI (2004). Characterization of a new xylitol-producer Candida tropicalis isolates. A Van Leeuw J. Microb. 85:281-286. |
|
|
Margolles-Clark E, Ilmaon M, Penttilla M (1997). Expression patterns of ten hemicellulase genes of the filamentous fungus Trichoderma reesei on various carbon sources. J. Biotechnol. 57:167-179. |
|
|
Misra S, Raghuwanshi S, Saxena RK (2013). Evaluation of corncob hemicellulosic hydrolysate for xylitol production by adapted strain of Candida tropicalis. Carbohydr. Polym. 92:1596-601. |
|
|
Moyses DN, Reis VC, Almeida JR, Moraes LM, Torres FA (2016). Xylose Fermentation by Saccharomyces cerevisiae: challenges and prospects. Int. J. Mol. Sci. 17:207. |
|
|
Mussatto SI, Roberto IC, (2004). Alternatives for detoxification of diluted-acid lignocellulosic hydrolyzates for use in fermentative processes: a review. Bioresour. Technol. 93(1):1-10. |
|
|
Oh DK, Kim SY, Kim JH (1998). Increase of xylitol production rate by controlling redox potential in Candida parapsilosis. Biotechnol. Bioeng. 58:440-444. |
|
|
Paidimuddala B, Gummadi SN (2014). Bioconversion of Non-Detoxified Hemicellulose Hydrolysates to Xylitol by Halotolerant Yeast Debaryomyces nepalensis NCYC 3413. J. Microb. Biochem. Technol. 6:327-333. |
|
|
Parajo JC, Dominguez H, Domi nguez JM (1998). Biotechnological production of xylitol. Part1: Interest of xylitol and fundamentals of its biosynthesis. Bioresour. Technol. 65(3):191-201. |
|
|
Pérez J, Mu-oz-Dorado J, de la Rubia RT, Martínez J (2002). Biodegradation and biological treatments of cellulose, hemicellulose and lignin: an overview. Int. Microbiol. 5:53-63. |
|
|
Pscheidt B, Glieder A (2008). Yeast cell factories for fine chemical and API production. Microb. Cell Fact. 7:25. |
|
|
Rafiqul ISM, Sakinah AMM (2015). Biochemical properties of xylose reductase prepared from adapted strain of Candida tropicalis. Appl Biochem. Biotechnol. 175:387-399. |
|
|
Rangaswamy S, Agblevor FA (2002). Screening of facultative anaerobic bacteria utilizing d-xylose for xylitol production. Appl. Microbiol. Biotechnol. 60:88-93. |
|
|
Rengaraju B, Ponnuswamy R, Lakshminarayanan V (2014). Investigation on Candida Parapsilosis strain BKR1 for the Production of Xylose reductase enzyme and its Kinetic Parameter Appraisal. Int. J. Chem. Tech. Res. 6:4803-4806. |
|
|
Rodrigues RC, Felipe MG, Roberto IC, Vitolo M (2003). Batch xylitol production by Candida guilliermondii FTI 20037 from sugarcane bagasse hemicellulosic hydrolyzate at controlled pH values. Bioprocess Biosyst. Eng. 26:103-107. |
|
|
Saha B, Bothast R (1999). Production of xylitol by Candida peltata. J Ind. Microbiol. Biotechnol. 22:633-636. |
|
|
Saha BC, Bothast RJ (1997). Microbial production of xylitol. In BC Saha, J Woodward, eds, Fuels and Chemicals from Biomass. American Chemical Society, Washington, DC. pp. 307-319. |
|
|
Silva SS, Felipe MG, Mancilha IM (1998). Factors that affect the biosynthesis of xylitol by xylose-fermenting yeasts. A review. Appl. Biochem. Biotechnol. 70:331-339. |
|
|
Tamburini E, Costa S, Marchetti MG, Pedrini P (2015). Optimized Production of Xylitol from Xylose Using a Hyper-Acidophilic Candida tropicalis. Biomolecules. 5(3):1979-1989. |
|
|
Vandeska E, Amartey S, Kuzmanova S, Jeffries TW (1995). Effects of environmental conditions on production of xylitol by Candida boidinii. World J. Microbiol. Biotechnol. 11:213-218. |
|
|
Winkelhausen E, Kuzmanova S (1998). Microbial conversion of d-xylose to xylitol. J. Ferment. Bioeng. 86:1-14. |
|
|
Zagustina NA, Rodionova NA, Mestechkina NM, Shcherbukhin VD, Bezborodov AM (2001). Formation of xylitol in Candida guilliermondii 2581 culture. Prikl. Biokhim. Mikrobiol. 37:573-577. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


