Full Length Research Paper

ABSTRACT
The quality of castings in a green sand mould is influenced significantly by its properties, such as green compressive strength, shear strength, shatter index, compatibility, moisture content, permeability and others which depend on input parameters. Usually, the aforementioned properties of a particular casting differ due to variation in composition of the moulding sand mixtures, sand grain shape and size, bonding capacity of the binder, type and quantity of additives used, etc. The present work focuses on the effect of various additives namely, marula shell powder (MSP), silica flour (SF), corn flour (CF) and shea butter (Vitellaria paradoxa) shell powder (SBSP) at different proportions. The quantity of the aforementioned additives for experimentation was varied from 1.0 to 6.0 wt.%. The specimens were tested for moisture contents, green compressive strength, permeability number, shatter index, green shear strength and compatibility. From the obtained test results, all the experimental additives were found to improve the selected moulding properties of the Dukku silica sand. However, moulding sand sample with shea butter shell power 6.0 wt.% (SBSP) and silica flour 3.0 wt.% revealed a better compaction as compared to corn flour and MSP. The presence of silica flour and SBSP in the moulding sand was found to improve sand strength and permeability. Green compression strength, shatter index, and shear strength were found to be highest for the SBSP and SF.
Key words: Moulding sand properties, additives, silica flour, corn flour, marula shell powder, shea butter shell powder.
INTRODUCTION
Casting is a process of pouring molten metal into a mould cavity, which corresponds to the required profile of the part to be produced. The liquid metal cools and solidifies in the mould cavity and is removed for cleaning (AFS, 1963; Beeley, 2001). There are many casting processes, but the most widely used system in the foundry industry is green sand moulding process due to mechanization in many green sand foundries, and is less expensive, but least accurate when compared with other casting processing like investment casting, shell moulding, vacuum moulding, expanded polystyrene process, centrifugal moulding, and permanent mould casting process (Davies, 1950; Dietert, 1950). The principal constituents of moulding sands are the silica sand grains, binder (clay), moisture, and additives. Green sand consists of high-quality silica sand of 85 to 91% with about 6 to 10% bentonite clay, 2 to 8% water or moisture content and other additives in proper proportion by weight with perfect mixing and mulling in suitable equipment (Anon, 1962; AFS, 1963; Yakinni et al., 2015; Jain, 2003) and for defects free cast products, foundry sand for mould making must be carefully prepared to meet certain basic requirements such as permeability, green strength, dry strength, refractoriness, cohesiveness, thermal stability and reusability.
Additives play a very important role for enhancing specific mould properties of the green sand mould like permeability, dry shear strength, green shear strength, green compression strength, and dry compression strength. Ananthapadmanabham et al. (2017) and Chavan and Nanjundaswamy (2013) investigated the sand moulding properties of olivine sand affected by addition of different additives like fly ash, coconut shell ash, and tamarind powder. They observed that, the mould permeability was highest with fly ash, while compression strength was maximum with coconut shell ash when compared with fly ash and tamarind. Sobczak and Purgert (2002) worked on the use of fly ash an aggregate for foundry sand mould and core production. They concluded that fly ash can be utilized as a replacement and filler in foundry sands used in both green and dry sand moulds and also for core production. The moulds made from such foundry sands were successfully poured in many metals in include Fe-, Cu-, Al- and Zn based alloys. For green sand moulds, all investigated fly ashes were found capable of being added up to amounts of 20% with their technological properties remaining at sufficient levels. This provides an opportunity for obtaining castings of satisfactory quality from sand cast grey iron, silicon bronze, aluminium alloys and zinc alloys.
Ochulor et al. (2017) and Danavath (2018) investigated the effect of aluminium dross and rice husk ash on thermal and moulding properties of silica sand obtained from aluminium rolling mills, Ota and by-product of rice milling obtained from Ifo. They concluded that aluminium dross and rice husk ash, both lowered the moulding properties of silica sand when used as an additive. Seidu and Kutelu (2014), Nuhu (2008) and Mehdi (2004) investigated the effect of sawdust, coal dust, and iron fillings on the properties of sand mould. It was found that sawdust with sand mould had higher green strength, but the coal dust containing sand mould exhibited improved sand porosity and permeability and reducing the defects in casting. Moulding sand samples with sawdust additives revealed better compaction; hence improved mould strength requirement is achievable in moulds with sawdust additives. Gadag et al. (1980) investigated the effect of organic additives on the properties of green sand assessed from design experiments and it was found to have higher green strength.
Sand additives are widely used within foundry industry to develop some special property in the sand. From the literature survey, it has been found that the properties of sand mould could be enhanced by addition of few additives (Ayoola et al., 2013; Mahesh et al., 2017). Adachaba et al. (2016) investigated the addition of shea butter to Okenya sand and observed an increased on green compression strength, dry shear strength, shatter index and compatibility of the sand. Shuaib-Babata and Ariyo (2014) worked on corn flour and molasses individually and result of the investigation revealed a positive influence over shatter index
Meanwhile, cereal binder such as corn flour had been used in foundries to improve green strength of moulding sand through the formation of gelatinous bond. Other benefits obtainable when cereal binders are added to moulding mixtures are improvement in the charring capacity and collapsibility of the mixtures after their exposures to the heat of casting (Olakanmi et al., 2010; Olakanmi and Khan, 2002). Shea butter shell powder (SBSP) and marula shell powder (MSP), which are abundant in Nigeria, are expected to provide the necessary improvement in the functional properties of moulding mixtures. It is therefore considered pertinent to explore their functional properties in order to be able to characterise their viability for further industrial and laboratory applications. It is expected that the positive outcome of the study will be economically beneficial to the foundry sub-sector in Nigeria and other nations.
The results of the effect of additives, such as Silica flour and corn flour on the synthetic mould sand properties of the clay/silica sand, reported in previous studies by Olakanmi et al. (2010) and Shuaib-Babata and Ariyo (2014) were impressive. Therefore, this work is using silica flour and corn flour to compare them with new additives that had very little information in the literature. In addition, this is an attempt to develop new additives that are biodegradable and environmentally friendly and substitute for imported additives to the foundry sub-sector in Nigeria. The scientific contributions of this paper are:
(1) Development of new additives that is biodegradable and environmentally friendly.
(2) Comparative analysis of traditional additives with new additives that is biodegradable and environmentally friendly.
MATERIALS
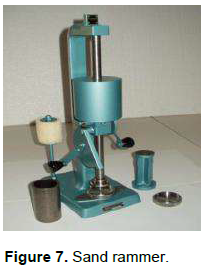
The materials used for this work is silica sands obtained from Dukku, along river side. The additives used are shea butter (Vitellaria paradoxa) shell powder, marula (Sclerocarya birrea) shell powder, silica flour, and corn flour and were sourced locally in Kebbi State. Figure 1 shows the additives used for this research. Equipment used were sourced from two places: Nigerian Metallurgical Research Centre, Jos and Federal Polytechnic, B/Kebbi and this include sand mixer, speedy moisture tester, standard permeability tester, standard sand rammer, compatibility tester, universal strength testing machine, weighing balance, shatter index machine, shaker, sieve shaker and sieve stack, measuring cylinder, moulding boxes, rammer, vent wire, permeability meter, crucible furnace, hack saw machine, and wire brush were used.

METHODS
Sand preparation
The silica sands were collected from Dukku, along River Niger tail, washed to remove clay and dirt. The processed silica sands were separately dried and sieved using shaker of different meshes and aperture. The obtained sands were studied with ED X-ray fluorescence analyzer for mineralogical compositions shown in Table 1. Table 2 shows the chemo-physical properties of additives used in this work.


Samples preparations
The chemo-physical properties of shea butter shell powder (SBSP), silica flour (SF), corn flour (CF), and marula shell powder (MSP) were determined. These powders and flours were used as binders on Dukku sand. The chemo-physical properties were determined to know their effects on casting. The chemical composition, sieve analysis, and clay content of Dukku sand were also determined. Twenty four (24) samples were prepared for the laboratory tests from various moulding sand mixture that gives the acceptable moisture content. The sand test samples were prepared in accordance with the standard specification for the preparation of moulding sand test samples using Ridsdale standard sand rammer conforming to imperial (2 diameter × 2 height) or DIN (5 cm diameter × 5 cm height) (Loto, 1990).
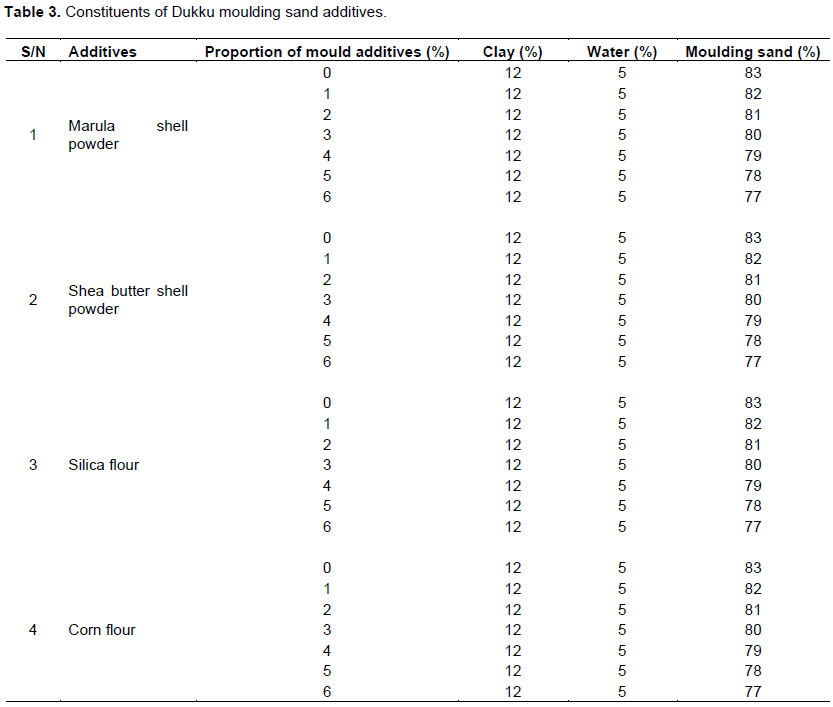
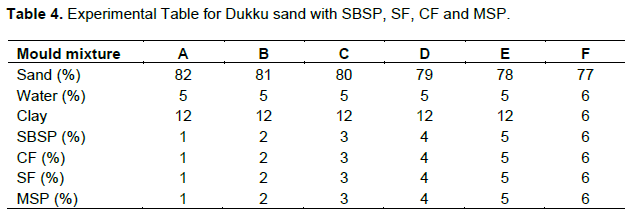
Each of the test samples from the mixtures were subjected to the relevant sand mould test parameters such as moisture content, green compression, shatter index, shear strength, compatibility, and permeability. All the tests were performed with use of sand testing equipment at Federal Polytechnic, B/Kebbi, Kebbi State and Nigerian Metallurgical Research Centre, Jos. Silica sands, bentonite, water and additives at different proportions were added to the moulds materials, manually mixed and rammed together, blows were used for each of the ramming operation, and ramming were carried out with sand rammer in accordance with AFS specifications. After removing the samples from the sand rammer, they were tested for moisture content, permeability, green shear strength, collapsibility, Shatter index, and green compressive strength. The results of the additive constituents of the produced moulding sands samples used for the tests are shown in Table 3, while Table 4 is the experimental table for Dukku sand with SBSP, SF, CF, and MSP.
Particle size analysis and determination of grain fineness number (GFN)
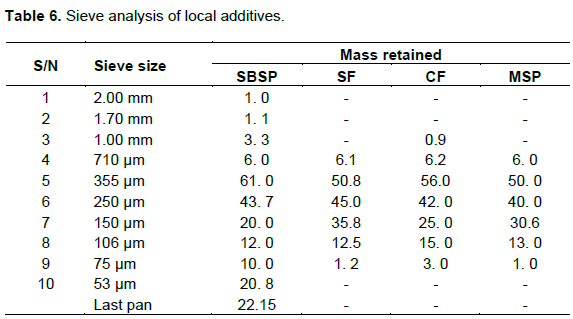
The Dukku sand that was collected from different locations was uniformly mixed and washed in water to remove clay and undesirable materials. It was then dried and grain size distribution of the sand was determined with the sieve analyzer. Dried 100 g of the sand was weighed with a weighing balance (Olakanmi et al, 2010). A set of standard testing sieve was used to screen the sand as shown in Figure 2. The sand sample was placed on top of a series of sieves of 1400, 1000, 710, 500, 355, 250, 180, 125, 90, and 63 µm and mesh was shaken for 15 min by electrical vibrator set at 3 Hz. After the shaken period, the grains retained on each sieve and the bottom pan was removed, weighed and their percentages determined. Tables 5 and 6 show the sieve analysis of Dukku sand and local additives, respectively. The AFS grain fineness number was determined by taking the percentage of sand retained on each screen and multiplying each by a multiplier to arrive at the product. The total sum of the product added and divided by the total sum of the percentage of the sand retained on the sieves gives the AFS grain fineness number.
AFS grain fineness number =


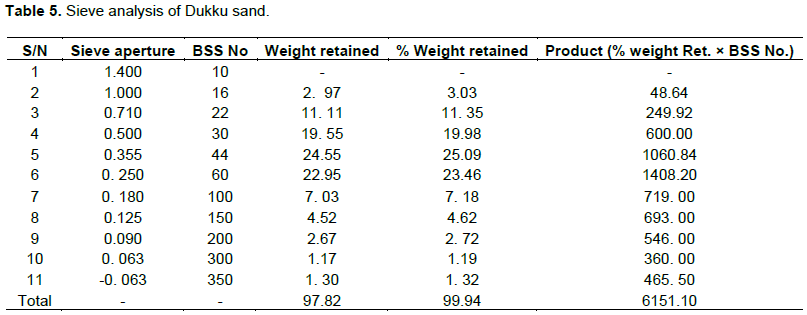
Grain size and its distribution is determine by shaking a known amount of clean, dry sand downward through a set of 11 standard sieves for 15 min (Loto, 1990). The amount of sand remaining in each sieve is weighed and weights are used to compute and AFS grain fineness index (Chavan and Nanjundaswamy, 2013; Olakanmi et al., 2010).

AFS = 61.52 ≈ 62
Average grain size = 220 + 210/2 = 215 µm
Clay content of Dukku Sand: 12. 00%
Moulding of sand tests
Moulding sand tests are important that determine different moulding sand properties that affect the final quality of casting. These are the important moulding tests, one is the moisture content test another one is the clay content test, grain fineness test, permeability test, compatibility test, green compression strength test, green shear strength test, dry compression strength test, and hardness test (Indian Standard of Physical Tests for Foundry Sand, 1997).
Moisture content determination
This property was determined by the speedy Ridsdale moisture content teller. To determine the moisture content, the moisture was set up to warm for 3 min by setting the time switch to 3 min while warming the machine, 50 g of green sands and additives were weighed and spread over the pan of the moisture teller. After 3 min, the machine stopped itself and the pan together with the sand sample was then inserted into the lower part of the machine that holds it in position as fast as possible. The heating time was set for 2 min. The moisture in the moulding sand is thus evaporated. Figure 3 shows the speedy moisture tester used for testing the moisture contents of Dukku sand. After 2 min the machines automatically stopped and pan with dried sand was taken out and put in a cooling place. It was then allowed to cool to room temperature. The cooled sand weighed and moisture content determined as follows:
Taking the initial readings to be L (g)
The final readings at room temperature to be M (g)


The same procedure was repeated for test samples with varying percentages of silica flour, corn flour, shea butter shell powder, and marula shell powder.
Shatter index
A shatter Index tester was adopted for this test. The standard specimen of size 50 mm diameter and 50 mm height was prepared and kept in the steel tube as in the case of permeability. Moulding sands and additives specimen was rammed in a sample tube and the weight of the sample (150 g) was recorded. The specimen was ejected from the specimen tube by placing it on the shatter index tester and the plunger was used to eject the sand by making a free fall a height of 1.83 m onto the anvil squarely in the centre. The anvil cap was then removed carefully and the sieve assembly lifted off to allow removal of sieve from pan. The sand in the receiver is weighed and the weight of sand remaining on the sieve is taken. The same procedure was repeated for test samples with varying percentages of silica flour, corn flour, shea butter shell powder, and marula shell powder. Figure 4 shows the shatter index machine used for the determination of shatter index values for Dukku sand mixtures. The shatter index was calculated as the percentage of the difference of these two weights. The mass of the sand in the receiver was determined and the shatter index was determined for each mix as follows:
Initial mass, M1
Mass of sand in the receiver, M2


The significance of shatter index value was used to determine the toughness and collapsibility of the moulding sand (Loto and Akeju, 1990).
For toughness determination:
Shatter index = W1/W x 100 (4)
For collapsibility:
Shatter index = W1/W; (5)
where W is the weight of specimen and W1 is weight of sand remaining on the sieve.
Permeability
The quantity of air that passed through a standard specimen of the sand at a particular pressure condition is called the permeability of the sand. It is a physical property of the moulded mass of sand mixture which allows gas to pass through it. It depends upon grain size, grain shape, grain distribution, binder and its content. The apparatus used for the determination of permeability are: electric permeability meter was used to determine this property; stop-watch; standard sand rammer. AFS standard specimen of 50 mm diameter and 50 mm in height were prepared by ramming the required quantity of sand (150) each in a smooth surface tube with three blows of standard rammer. These samples were placed in the mercury cup of the permeability meter in an inverted form. Standard air pressure of 9.8 × 102 N/m2 and 2000 ml of air were passed through the specimen tube containing the specimen. The machine was put on and the pressure lever was pushed, the readings were recorded when the arrow indicator was stable and represent the permeability number. The same procedure was repeated for test samples with varying percentages of silica flour, corn flour, shea butter shell powder, and marula shell powder. Figure 5 shows the test samples for permeability test while Figures 6 and 7 show standard permeability meter and sand rammer for making test samples of 50 mm × 50 mm, respectively.


The permeability number was calculated using the formula:

where V = volume of air that passed through the specimen = 2000 cm3, H = height of the test specimen = 5 cm, A = cross-sectional area of the test specimen = 19.63 cm2, P = air pressure in cm of water = 9.8 cm, and T =time taken by the air to pass through the sand specimen (s).
Green compressive strength
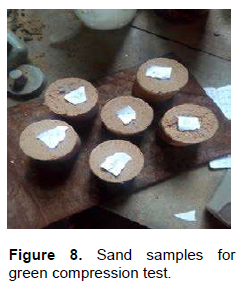
This is the property of moulding sand which concerns the strength of the mould while in moist condition at deformation. The strength depends on the degree of ramming, the moisture of the sand and the granulation composition of the sand. The specimens were prepared using standard sand rammer and specimen tube accessories. The sizes of the specimens were 50 mm × 50 mm. The specimens were placed in between two self-aligning compression heads on the universal testing machine. A uniformly increasing load was applied, while the magnetic rider moved along the measuring scale. As soon as the sample reaches its maximum strength, the sample fails. The magnetic rider remained in position of the ultimate strength while the load was gradually released; the green compression strength for the sample was recorded from the position of the magnet. The same procedure was repeated for samples with varying % of silica flour, corn flour, shea butter shell powder, and marula shell powder. Figure 8 shows sand samples for the test, while Figures 9 and 10 respectively show pictures of sand rammer and universal strength testing machine used the determination of green compression strength of Dukku sand. Green compression strength is calculated as follows:
Green compression strength, gf/mm2 = F/A (7)
where F = load at rupture in gf and A = cross-sectional area of the test specimen in mm2.


Green shear strength
Green shear strength indicates the strength of the mould during the removal of pattern. The universal testing machine as shown in Figure 11 was fitted with a different adapter in order that loading can be made for the shearing of the rammed sand specimens. Specimen pads used for measuring the shear strength are different from the specimen pads used for measuring the compressive strength because of the replacement of compression head with shear head in the machine. The green shear strength was recorded at the point of failure of the sample loaded. The stresses required to shear the specimens along the axis were determined and recorded as the green shear stress.
Compatibility
The compatibility indicates the water tempering degree of the green sand moulding. Compatibility is the percentage decrease in height of a loose mass of sand under the influence of a controlled compaction. Compatibility test was carried out to know the way moulding sand will withstand repeated cycles of heating and cooling during casting operations. How compatibility test is carried out.
An empty sand sleeve with the stopper plugged underneath it is placed under the funnel outlet of the compatibility tester’s sieve as shown in Figure 12. The sand is sieved until a heap is formed. The heap is then stickled off the sand. The sand is rammed four times and the value X is read off the calibration. The compatibility value is then calculated as:
Compatibility = X.100/67. (8)

RESULTS AND DISCUSSION
The influences of additives addition on Dukku moulding sand properties for all the mixes are as shown in Figures 13 to 18. This display the variation of green compressive strength, moisture content, permeability, green shear strength, shatter index, and compatibility wt.% silica flour, corn flour, marula shell powder (MSP), and shea butter (V. paradoxa) shell powder (SBSP). Figure 1 shows the variations of different additives verses green compression strength obtained from Dukku sand mould. As observed, with increase of silica flour additive the green compression strength also increase from wt. 1 to 6%. This might have shown adequate moisture contents with increasing additives that caused the strengthening of compressive strength. Also, there were similar trends observed with marula shell powder (MSP), corn flour, and shea butter shell powder (SBSP). However, in comparing the four additives, shea butter shell powder with 178 kN/m2 and silica flour with 180 kN/m2 have shown better compression strength at 6% additive percentage as compared to corn flour and MSP with 170 and 167 kN/m2, respectively. This might be due to better mould compaction as a result better moisture absorbing strength of SBSP and silica flour. These properties exhibited by both samples are in agreement with the America Foundrymen Standard (AFS, 1963).

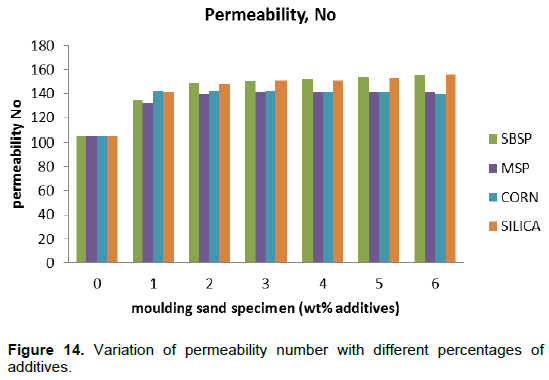
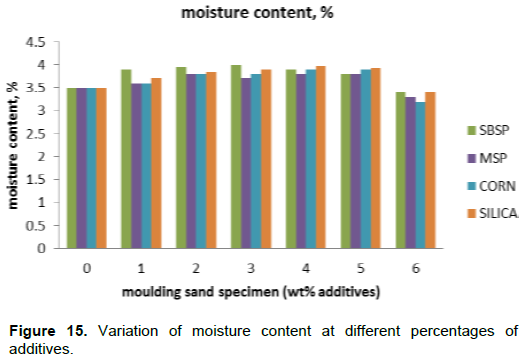

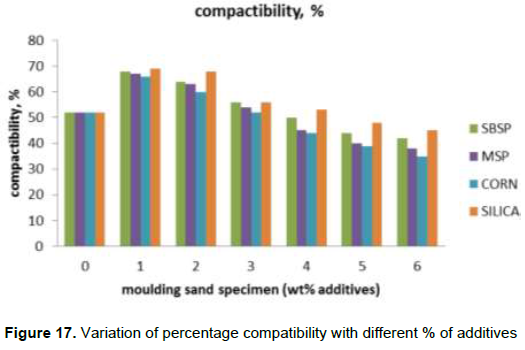
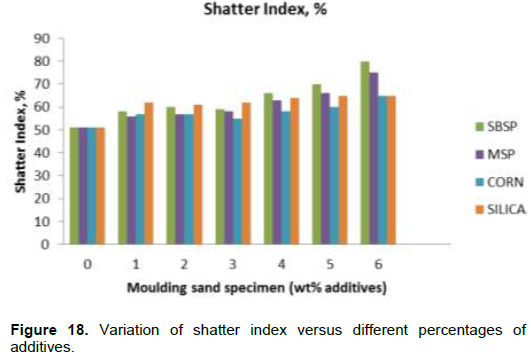
Figure 14 shows the variations of these four individual additives on the permeability of the moulding sand. Permeability values could be seen to be increasing as the SBSP, MSP, CF, and SF contents increased, as shown in Figure 14. With increase of percentage of additives the permeability number of SBSP increases from 135 to 155 while silica flour additive increases from 141 to 156. This could be attributed to the replacement of the pore spaces in the sand by the corn flour, and MSP thereby reducing its permeability. Generally, the variations in permeability of the moulding sand as observed are direct consequence of the specimens’ constituents. An increase in permeability indicates a more open structure and can lead to rough casting surface, burn-in and metal penetration, while a decrease in permeability is an indication of too tight a packing indicating moulds are prone to blow holes, pin holes, and gas roughened surface.
Figure 15 shows the effect of different additives versus moisture content obtained from Dukku sand mould. The moisture content of silica flour (SF), MSP corn flour (CF) and SBSP increases from 3.5 to 3.98%, 3.5 to 3.88%, 3.5 to 3.85 and 3.5.0 to 4.0%, respectively. It shows that with increase of percentage additives, the moisture content increases. This increase could be attributed to decrease in plasticity of the specimen hence the need for more water to create necessary bonding between the moulding specimens. As observed, 3% SBSP additive reveals the highest moisture content of 4%. But the moisture content of corn flour reduced from 3.5 to 3.2, MSP from 3 to 5 to 3.3, SBSP and SF both reduced from 3.5 to 3.4 with addition of 6% added as additives, respectively as in increased in plasticity with the addition of these additives. This trend was also noticed by the investigations as indicated by Aribo (2011).
The results of the green shear strength of the sand mixes prepared in varying proportion of SBSP, MSP CF, and SF contents is presented in Figure 16. It shows that the shear strength increases as SBSP, MSP, CF, and SF contents increase from 70, 82, 90, 88, 90, 98 and 99 kN/cm2 for the SBSP. As observed, with increase of percentage additives, the green shear strength values increased in a uniform manner. The relative improved of shear strength of the moulding sand specimens may have been influenced by the effects of constituents of the additives as observed by Sahoo et al. (2017), Olakanmi et al. (2010) and Aribo (2011). As observed from Figure 16 that the green shear strength attained its maximum values when 6% of SBSP and MSP additives were used on the moulding sand as compared to other additive (silica) because of finer size and better moisture absorption capacity.
Figure 17 shows the variation of different additives versus percentage compatibility. The effects of weight % additives moulding sand specimen on compatibility shows that with increase of percentage additives the compatibility also varies. There was shape increase from 0 to 1%, and 2%, then followed by decrease from 3, 4, 5 and 6% with MSP and corn flour attaining the lowest 30% compatibility, while silica flour had 45% compatibility. It shows that the SBSP, MSP, CF, and SF reveal that the optimum compatibility occurs at 1 and 2%.
Figure 18 shows the variation of wt.% additives content versus the shatter index. The shatter index is critical to the strength requirement of the sand moulds. As observed from Figure 18, with increase of wt.% additives the shatter index increased. The shatter index of SBSP increased from 50 to 80.0% while the MSP index creased from 50 to 73% on addition of 1 to 6 wt.%, respectively. The corn flour additive and silica flour had the least shatter index of 62%. SBSP sample shows a value of 80%.
Effect of additives
The effect of additives is apparent from all the results obtained as presented in Figures 13 to 18. The additives increased the green compressive strength, permeability, moisture content, shear strength, compatibility, and shatter index of the Dukku moulding sand and hence improve on the properties and quality of casting. The individual effect of the additives is as shown in Figures 13 to 18.
CONCLUSIONS
Based on the results of the moulding sand properties from Dukku River in this study, the following conclusions are made:
(1) All the experimental additives were found to improve the selected moulding properties of the Dukku silica sands, that is, green compressive strength, moisture content, permeability, compatibility, shatter index, green shear strength, and porosity, and therefore can be incorporated as moulding sand additive depending on the structure desired in the final cast product.
(2) Moulding sand specimens from Dukku with silica flour and SBSP additives revealed a relatively better compaction. Hence, improved mould strength is achievable in moulds with silica flour and SBSP additives.
(3) The presence of silica flour and SBSP in the moulding sand was found to improve sand permeability. Therefore, relative less casting defects including blow hole may be obtained with moulding sand that is rich in silica flour and SBSP.
(4) The presence of SBSP and SF in the moulding sand was also found to improve the green compressive strength better than the corn flour and marula shell powder. However, SBSP and MSP were found to have better shatter index than the silica flour and corn flour.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
ACKNOWLEDGMENTS
The authors express their thanks to the TetFund for the financial support, Kebbi State University of Science and Technology, Aliero (KSUSTA), Federal Polytechnic, B/Kebbi, Staff of Mechanical Engineering Department, Kebbi State University of Science and Technology, Aliero, for the support and encouragement during research studies, and National Metallurgical Development Centre (NMDC), Jos.
REFERENCES
|
Adachaba A, Oloche OB, Tuleun LT, Gundu DT (2016). Shea butter (Vitellaria paradoxa) binder addition to Okenya sand in Kogi State, Nigeria and its effects on moulding properties of the sand. Journal of Multidisciplinary Engineering Science and Technology 3:1. |
|
|
American Foundrymen's Society Inc. (AFS) (1963). Mould and core test handbook, 7th edition, New York. |
|
|
Ananthapadmanabham KC, Dharshan BG, Somashekar R (2017). Effect of additives on silica sand mould for aluminium castings, International conf. on Current Trends in Engineering, Science, and Technology, ICCTEST, GRENZE Scientific Society. |
|
|
Anon (1962). Moulding materials and methods. 1st edition, AFS, Chicago, USA. |
|
|
Aribo S (2011). "Effect of varying corn cob and rice husk ashes on properties of moulding sand". Journal of Minerals and Materials Characterisation and Engineering 10(15):1449-1455. |
|
|
Ayoola WA, Adeosun SO, Oyetunji A (2013). Investigation into foundry properties of Oshogbo and Saki silica sand deposits. International journal of engineering. Fascicule 3, Hunedoara, Romania pp. 213-218. |
|
|
Beeley PR (2001). Foundry technology, 2nd edition, London, Butterworth-Heinemann. |
|
|
Chavan TK, Nanjundaswamy HM 2013). Effect of variation of different additives on green mould properties for olivine sand. International Journal of Research in Engineering and Advanced Technology 1:4. |
|
|
Danavath B (2018). Analysis of foundry raw materials. International Research Journal of Engineering and Technology 05(09):146-156. |
|
|
Davies W (1950). Foundry sand control. Testing Research Department, United Steel Companies, Humphries Limited, London. |
|
|
Dietert HW (1950). Foundry core practice. Chicago, American Foundrymen's Society. |
|
|
Gadag SP, Rao KS, Srinivasan MN, Seshan S (1980). Effect of organic additives on the properties of green sand assessed from design experiments. Indian Institute of Science, Bangalore, Transactions of the American Foundrymen's Society pp. 177-182. |
|
|
Indian Standard Methods of Physical Tests for Foundry Sands (1997). Bureau of Indian Standards, Manak Bhavan, 9 Bahadur Shah Zafar Marg, New Delhi. |
|
|
Jain PL (2003). Principles of foundry technology, 4th edition, New Delhi, Tata McGraw publishing company. |
|
|
Loto CA (1990). Effect of cassava flour and coal dust addition on the mechanical properties of a synthetic moulding sand. Applied Clay Science 5:249-263. |
|
|
Loto CA, Akeju EA (1990). Durability of Igbokoda Clay and Silica Sand as a Synthetic Moulding Sand. Applied Clay Science pp. 21-29. |
|
|
Mahesh G, Sai Krishna K, Naveen Kumar S, Suresh S, Sanjay Kumar S (2017). Analysis and optimization of various mould attributes in sand casting. International Journal of Engineering Technology Science and Research 4(12):1335-1340. |
|
|
Mehdi D (2004). Mold sand, sand additives and sand properties. IUST. |
|
|
Nuhu AA (2008). Evaluation of the foundry properties of river Niger sand behind Ajaokuta steel company limited, Ajaokuta, Nigeria. American-Eurasian Journal of Scientific Research 3(1):75-83. |
|
|
Ochulor EF, Amuda MOH, Adeosun SO, Balogun SA (2017). Effect of aluminium dross and rice husk ash on thermal and moulding properties of silica sand. Nigerian Journal of Technology 36(3):794-800. |
|
|
Olakanmi EO, Aiyeru SG, Idalu PI (2010). Effect of cereal binder, moisture, and clay contents on the functional properties of clay-bonded core and moulding sands. South African Journal of Industrial Engineering 21(2):217-230. |
|
|
Olakanmi EO, Khan RH (2002). Investigation of the moulding and core-making properties of some locally available foundry sands, Journal of Science, Technology, and Mathematics Education 5(2):67-75. |
|
|
Ridsdale D (2009). Foundry sand testing equipment operating instruction (Metric), |
|
|
Sahoo K, Pattnaik S, Sutar MK (2017). Effect of different additives on some selected properties of green sand mould. International Journal of Engineering Technology Science and Research 4(9):1430-1433. |
|
|
Salihu SA, Suleiman IY (2018). Comparative analysis of physical and chemical characteristics of selected clay deposits found in Kebbi state, Nigeria. International Journal of Physical Sciences 13(10):163-173. |
|
|
Seidu SO, Kutelu BJ (2014). Effect of additives on some selecteted properties of base sand. Journal of Minerals and Materials Characterization and Engineering 2:507-514. |
|
|
Shuaib-Babata YL, Ariyo DO (2014). Effect of local additives on engineering properties of Okelele-Ilorin (Nigeria) clay. IOSR Journal of Mechanical and Civil Engineering 11(3):37-42. |
|
|
Sobczak J, Purgert RM (2002). The use of fly ash as an aggregate for foundry sand mould and core production. Energy Industries of Ohio park centre plaza, suite 200. |
|
|
Yakinni AA, Bello SK, Animashaun LA, Olaiya KA (2015). Assessment of mechanical properties of foundry moulding sands. International Journal of Engineering Innovation and Research 4(2):365-371. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


