Full Length Research Paper

ABSTRACT
INTRODUCTION
Snack foods (SF) are popular worldwide as they provide taste, convenience, are manageable portions for enjoyment and fulfill short-term hunger. Among several technologies for production of SF, extrusion is highly efficient and versatile in terms of differentiation in texture and size of SF. The physical properties and sensory attributes of extruded products are generally influenced by large number of process variables, of which the amount and structure of starch and protein, and their interaction in native form and during processing are of primary importance (Liu et al., 2000). Parameters such as degree and extent of gelatinization (leading to partial or complete destruction of the crystalline structure), shear induced molecular fragmentation of starch polymers, denaturation of protein are known to affect the quality of extruded SF (Harper, 1981).Though cereals are the main raw material for extruded snack foods, the use of tubers in product formulation of extrudates is becoming popular (Chiu et al., 2013; Hashimoto and Grossmann, 2003; Jisha et al., 2010; Seth et al., 2013). Among tubers, cassava flour can be used as a good alternative due to its relatively high starch content, and low protein and lipid content compared to cereals. In addition, cassava starch is odorless and has a high paste clarity with low stickiness (Adejumo et al., 2011) making it a suitable ingredient for extrusion (Santillán-Moreno et al., 2011). Furthermore, cassava starch does not block the extrusion barrel even at low moisture conditions (Rampersad et al., 2003).
Chickpea flour has also been widely used in extrudates (Meng et al., 2010; Shirani and Ganesharanee, 2009). However, contradictory effects have been reported regarding the properties of extrudates with chickpea flour. Shirani and Ganesharanee (2009) found that the addition of chickpea flour on extrudates significantly reduced their lateral expansion of extrudate. In contrast, Meng et al. (2010) found positive correlation between the amount of chickpea flour and lateral expansion in a work related to multiple blend of chickpea flour, potato starch, protein concentrate, and other additives. The interactive effect of cassava on major commercial extrusion ingredients such as corn grits, rice grits and chickpea flour has not been fully assessed yet so this report is focused on evaluating effects of cassava levels in properties of extrudates based on rice grits, corn grits and chickpea flour.
MATERIALS AND METHODS
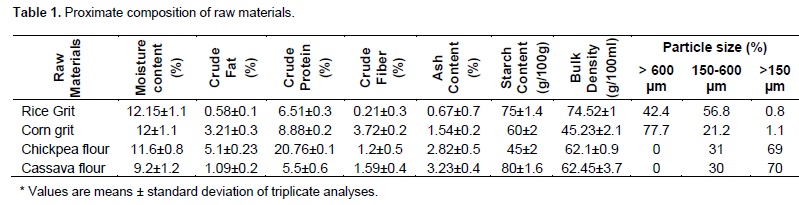
Corn grits, rice grits, and chickpea flour were supplied by a local company (CG Foods Pvt. Ltd., CUG, Nawal parasi, Nepal). The mature cassava tubers (grown locally) were harvested, trimmed using stainless steel knife, sorted and peeled manually before dipping in a 2% NaCl solution at room temperature (28°C) for 30 min. This process prevents the initial browning. The tubers were sliced to 4 mm thickness and immersed in solution containing (0.5%) potassium meta-bisulphate and (0.5%) citric acid for 30 min. Then slices were dried at 60°C to 9% moisture content (wet basis). The dried slices were milled and fractions between 600 and 150 µm sieve were stored in an air tight container until further use. The particle size distributions of each raw material are presented in Table 1.
Methods
Triplicate samples of each raw material were taken to measure moisture (AOAC 935.29), fat (AOAC 922.06), protein content (AOAC 992.23), ash content (AOAC 923.03), and crude fiber (AOAC 962.09) using standard AOAC (2005) methods. Protein content was calculated using conversion factors 5.8, 5.95, 5.3, and 6.25 for corn grits, rice grits, chickpea flour and cassava flour, respectively. Starch content was analyzed using a modified iodine binding method (Dhital et al., 2010).
Experimental design
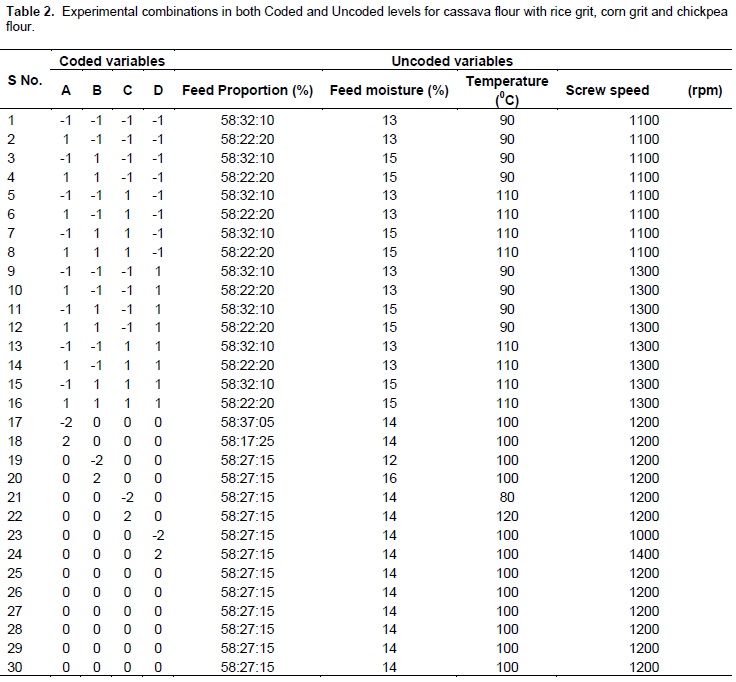
Response surface methodology (RSM) was used for the experimental design using a five-level, four-factor Central Composite Rotatable Design (Mayers et al., 1976). RSM can be used for the modeling and analysis of the problem in which a response of interest is influenced by several variables. Design Expert software (STAT-EASE Inc., USA, version 6.0) was used to apply RSM.
In the blend, corn flour was substituted by cassava flour at levels of 5, 10, 15, 20, and 25% by weight while keeping the proportion of rice flour (50%) and chickpea flour (8%) constant. Detailed formulations for extrusion are given in Table 2. Extrusion experiments were performed using a single-screw extruder (main motor capacity 30kw; model DLG100, Jinan Shengrun Machinery Co., Ltd). The moisture was adjusted by sprinkling calculated amount of water into dry ingredients and the composite mixture was homogenously mixed in a small scale planetary mixture (Jiangmen Cheongfai Electronic Manufactory Ltd, China, 250W) for 20 min followed by sieving through a 2 mm sieve to break up the lumps formed due to the addition of moisture. The blends were kept at 30°C for 12 h in an air tight container for moisture equilibrium.
The single screw extruder was kept running for 30 min to stabilize the set temperatures and samples were then fed into the hopper at a rate of 75 kg/h. The extrudates exiting from 3 mm diameter were dried at 60°C to 6% moisture (wet basis) and packed in an air tight container for future analysis.
Determination of properties of extrudates
Lateral expansion and bulk density: Lateral expansion (LE, %) and Bulk density (BD, g/cm3) were calculated by equation 1 and 2 respectively (Stojceska et al., 2008).
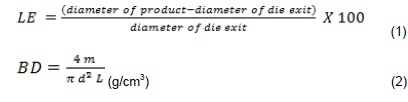
Where, m is weight (g), L is length (cm), and d is diameter (cm) of extrudate.
Since the extrudates were not uniform in diameter, 10 extrudates were picked randomly and the diameter was measured at various positions. The maximum value was selected from each and the diameter was expressed as mean. For bulk density, a section of extrudate having maximum diameter was selected and then corresponding length and weight was measured. Bulk density of 10 individual sections was measured and final value was expressed as mean of 10 readings.
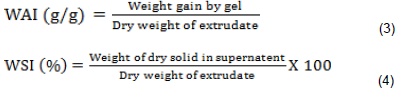
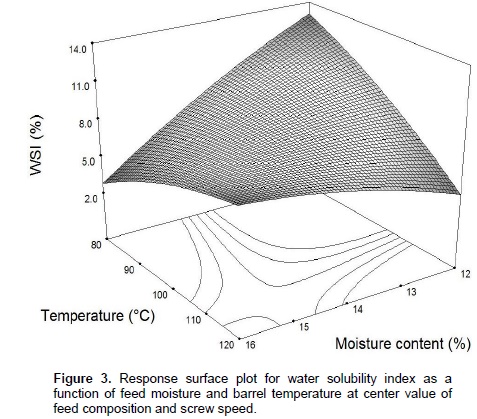
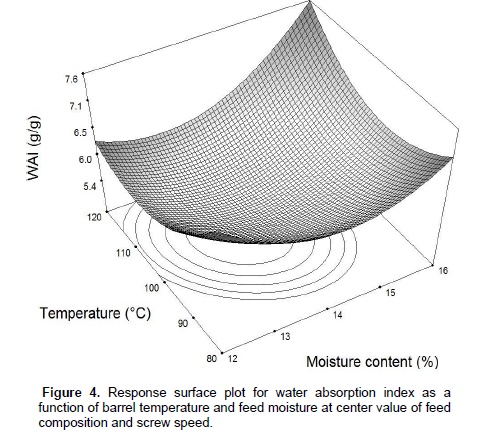
Water absorption and solubility index: Water absorption index (WAI) and water solubility index (WSI), of the extrudates were determined using the methodology described by Anderson et al. (1969). In brief, 2.5 g (dry basis) ground extrudate (< 60 mesh) was suspended in 30 mL of water at 30°C for 30 min followed by centrifugation at 3000 g for 10 min. The supernatant was separated from the gel and dried at 105°C till constant weight. WAI and WSI were calculated using equations 3 and 4 respectively.
Data analysis
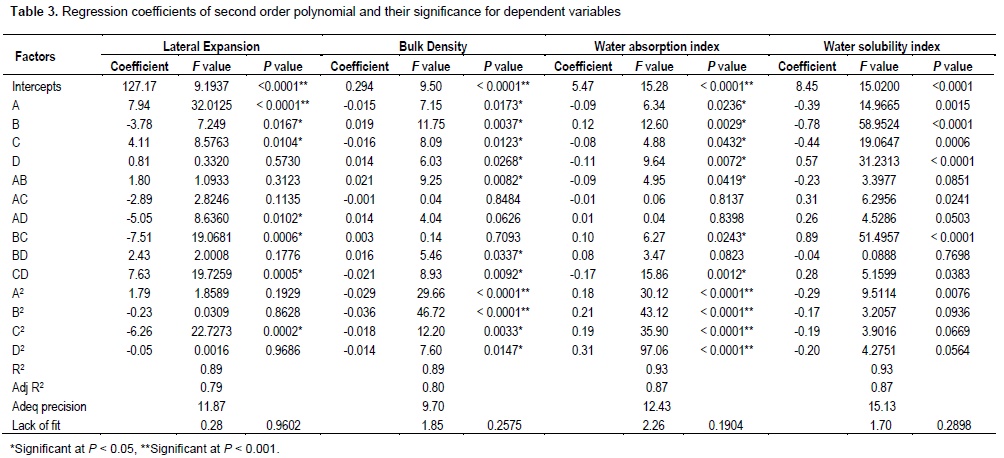
The responses (bulk density, lateral expansion, WAI and WSI) as affected by independent variables namely cassava flour, moisture content, screw speed and barrel temperature, were modelled by multiple regression analysis and the statistical significance of the terms was examined by analysis of variance (ANOVA) for each response. Second degree polynomial equation considered for modeling was as follows:
Y=βo+β1 A+β2 B+β3 C+β4 D+β11 A2+β22 B2+β33 C2+β44 D2+β12 AB+β13 AC+β14 AD+β23 BC+β24 BD+β34 CD+ε (5)
Where A, B, C and D are the coded values of independent variables namely feed composition (% cassava), feed moisture content (%), extrusion temperature (°C) and screw speed (rpm), respectively. The coefficients of the polynomial were represented by  (coefficient of linear effects);
(coefficient of linear effects); . Design Expert software (STAT-EASE Inc., USA, version 6.0) was used to analyze data.
. Design Expert software (STAT-EASE Inc., USA, version 6.0) was used to analyze data.
RESULTS AND DISCUSSION
CONCLUSIONS
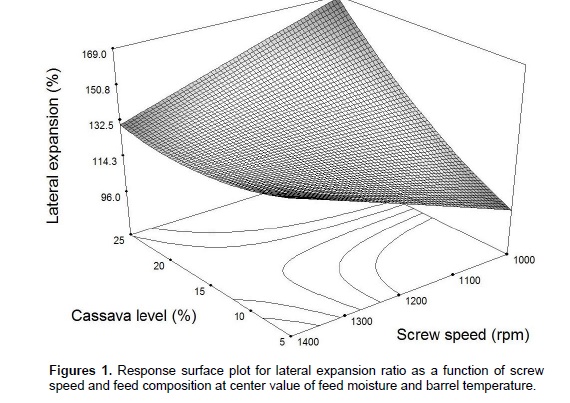
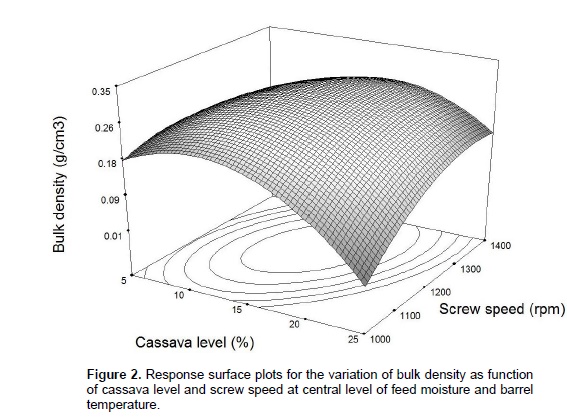
The results showed that the product response variables were almost equally affected by changes in cassava flour level, feed moisture, extrusion temperature and by screw speed. Increasing barrel temperature resulted in an increase in expansion with a decrease in BD, WAI and WSI. A higher proportion of cassava flour in feed resulted in maximum expansion with a minimum BD, WAI and WSI. It was apparent that cassava starch could play a key role to enhance its functional attributes of expanded extrudate.
CONFLICT OF INTERESTS
The authors did not declare any conflict of interest.
REFERENCES
| Adejumo AL, Aderibigbe AF, Layokun S (2011). Cassava Starch:Production, physicochemical properties and hydrolysation- A review. Adv. Food Energy Secur. 2: 8-17. | ||||
| Anderson RA, Conway HF, Pfeifer VF, Griffin EL (1969). Gelatinization of corn grits by roll-and extrusion-cooking. Cereal Sci. Today 14:4- 12. | ||||
| AOAC (2005). Official Methods of Analysis.18th ed. Association of Official Analytical Chemists, Arlington, VA, USA. | ||||
|
Artz WE, Warren CC, Villota R (1990). Twin screw extrusion modification of corn fiber and corn starch extruded blend. J. Food Sci. 55:746-750. Crossref |
||||
|
Bartholomew D, Osualo C (1986). Acceptability of flavor, texture and appearance in mutton processed meat products made by smoking, curing, spicing, adding starter culture and modifying fat source. J. Food Sci. 51:636-642. Crossref |
||||
|
Chiu HW, Peng J-C, Tsai S-J, Tsay J-R, Lui W-B (2013). Process optimization by response surface methodology and characteristics investigation of corn extrudate fortified with yam (Dioscorea alata L.). Food Bioprocess Technol. 6:1494-1504. Crossref |
||||
|
Colonna P, Mercier C (1983). Macromolecular modifications of manioc starch components by extrusion-cooking with and without lipids. Carbohydr. Polym. 3:87-108. Crossref |
||||
|
Dhital S, Shrestha AK, Gidley MJ (2010). Effect of cryo-milling on starches: Functionality and digestibility. Food Hydrocoll. 24:152-163. Crossref |
||||
|
Ding QB, Ainsworth P, Tucker G, Marson H (2005). The effect of extrusion conditions on the physicochemical properties and sensory characteristics of rice-based expanded snacks. J. Food Eng. 66:283-289. Crossref |
||||
|
Ding QB, Paul A, Plunkett A, Tucker G, Marson H (2006). The effect of extrusion conditions on the functional and physical properties of wheat based expanded snacks. J. Food Eng. 73:142-148. Crossref |
||||
|
Fletcher SI, Richmond P, Smith AC (1985). An experimental study of twin screw extrusion cooking of maize grits. J. Food Eng. 4: 291-312. Crossref |
||||
|
Gomez MH, Aguilera JM (1983). Changes in starch fraction during extrusion cooking of corn J. Food Sci. 48:378-381. Crossref |
||||
| Harper JM (1981). Extrusion of Foods: CRC Press LLC. | ||||
|
Hashimoto JM, Grossmann MVE (2003). Effects of extrusion conditions on quality of cassava bran/cassava starch extrudates. Int. J. Food Sci. Technol. 38: 511-517. Crossref |
||||
|
Jin Z, Hsieh F, Huff HE (1995). Effects of soy fiber, salt, sugar, and screw speed on physical properties and microstructure of corn meal extrudate. J. Cereal Sci. 22: 185-194. Crossref |
||||
|
Jisha S, Sheriff JT, Padmaja G (2010). Nutritional, functional and physical properties of extrudates from blends of cassava flour with cereal and legume flours. Int. J. Food Prop. 13: 1002-1011. Crossref |
||||
|
Liu Y, Hsieh F, Heymann H, Huff HE (2000). Effect of process conditions on the physical and sensory properties of extruded oat-corn puff. J. Food Sci. 65:1253-1259. Crossref |
||||
| Mayers RH, Montgomery DC, Anderson-cook CM (1976). Response surface methodology: Process and product optimization using Designed Experiments: Wiley Publications. | ||||
|
Meng X, Threinen DM, Hansen DD (2010). Effects of extrusion conditions on system parameters and physical properties of a chickpea flour-based snack. Food Res. Int. 43:650-658. Crossrefh |
||||
|
Pelembe LAM, Erasmus C, Taylor JRN (2002). Development of a protein rich composite sorghum-cowpea instant porridge by extrusion cooking process. LWT Food Sci. Technol. 35: 120-127. Crossref |
||||
|
Rampersad R, Badrie N, Comissiong E (2003). Physico-chemical and sensory characteristics of flavored snacks from extruded cassava/pigeon-pea flour. J. Food Sci. 68:363-367. Crossref |
||||
| Sabota A, Rzedzicki Z (2009). Effect of the extrusion process of corn semolina and pea hulls blends on chemical composition and selected physical properties of the extrudate. Int. Agrophys. 23:67-79. | ||||
|
Santillán-Moreno A, Martínez-Bustos F, Casta-o-Tostado E, Amaya-Llano S (2011). Physicochemical characterization of extruded blends of corn starch–whey protein concentrate–Agave tequilana fiber. Food Bioprocess Technol. 4:797-808. Crossref |
||||
|
Seth D, Badwaik LS, Ganapathy V (2013). Effect of feed composition, moisture content and extrusion temperature on extrudate characteristics of yam-corn-rice based snack food. J. Food Sci. Technol. 52(3):1830-1838. Crossref |
||||
|
Shirani G, Ganesharanee R (2009). Extruded products with Fenugreek (Trigonella foenum-graecium) chickpea and rice: Physical properties, sensory acceptability and glycaemic index. J. Food Eng. 90: 44-52. Crossref |
||||
|
Sriburi P, Hill SE (2000). Extrusion of cassava starch with either variations in ascorbic acid concentration or pH. Int. J. Food Sci. Technol. 35:251-261. Crossref |
||||
|
Stojceska V, Ainsworth P, Andrew P, Esra I, Senol I (2008). Cauliflower by-products as a new source of dietary fiber, antioxidants and proteins in cereal based ready-to-eat expanded snacks. J. Food Eng. 87:554-563. Crossref |
||||
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


