Full Length Research Paper

ABSTRACT
The production of floating fish feed for the African catfish, Clarias gariepinus, in sub-Saharan African countries is challenged by a lack of affordable equipment and processing know-how. The present study aimed at defining the operating conditions for a locally built single-screw extruder. The effects of main ingredients and their particle size on the extrusion outcome were assessed. Moisture contents of 200 to 250 g kg-1 (wet basis) led to jamming during the extrusion process and low yields of extrudates. However, the ideal starch source for the production of the floating feed consisted of Cassava (Manihot esculenta) chips. Extrusion without oil in the blend favoured the production of extrudate with increased floatability-moisture contents of 350 g kg-1 allowed smooth extrusion with high yields of extrudate albeit with lower floatability. The optimum moisture content for extrusion of floating extrudate was between 275 and 300 g kg. The particle size of the blend significantly affected the physical qualities of granules. Extrusion of blends of 1 mm particle size without oil addition favoured the production of granules with a low density (≈ 0.45 kg l-1) and high floatability (≈ 94%). The required oil was added as a coating of the extrudate.
Key words: Cassava, fish feed, floatability, low-cost single-screw extrusion, oil, particle size.
INTRODUCTION
A major hurdle hampering successful aquaculture in developing countries is the cost of fish feed, which in West Africa represents 60 to 75% of the total costs of fish production (Babalola, 2010). Presently, fish farming in sub-Saharan Africa largely depends on imported feed, despite the availability of local ingredients for feed formulation (Adéyèmi et al., 2020).
The production of floating fish feed in sub-Saharan African countries, with appropriate nutritional and physical properties is challenged by a lack of affordable equipment and processing know-how. Usually, smallholder farmers mix local ingredients, which they moisten and press to obtain pellets by using simple mechanical tools. This practice often leads to the rapid disintegration of pellets (Liu et al., 2021) and subsequent pollution of the water, resulting in poor fish growth. Easy and affordable extrusion techniques to produce fish feed are therefore urgently needed. Worldwide, small-scale feed manufacturers are increasingly trying to adopt low-cost extruders to meet the demand for high-quality fish feed.
Extrusion cooking is a versatile processing technique. The extruded products are more durable and have superior stability in water than simply pressed pellets. Basically, the extrusion process consists of transporting a blend of ingredients through a heated, tapering and pressurized barrel using single or double screws through a die at the exit of the barrel. During this process, the components of the blend, usually water, carbohydrates, proteins, fibres and fats, are subjected to heating, mixing and shearing under high pressure resulting in a cooked molten dough that is shaped into extrudate.
During the extrusion process, the nutritional and physical properties of the extrudate are improved as a result of thermal treatment, gelatinization, protein unfolding, hydration, texture alteration, partial dehydration and destruction of micro-organisms and some natural toxic compounds (Kannadhason et al., 2011). Physical properties of extruded aqua-feed are strongly linked to the feed composition (moisture content, carbohydrates, proteins, fats and fibres) and processing parameters like particle size of the blend (Sørensen, 2012; Alam et al., 2014; Ah-Hen et al., 2014; Singh and Muthukumarappan, 2016; Luo et al., 2020; Ma et al., 2021). Among the feed constituents, carbohydrates and proteins, as structure-forming materials, may improve the quality of extruded feed, whereas fat is a lubricant (Sørensen et al., 2012) and fibres act as diluents that reduce extrudates' physical quality (Ayadi et al., 2011). The latter authors reported that starch in aqua-feed production acts as a binder for blends and undergoes gelatinization. Indeed, gelatinization is a thermal disordering process of crystalline structures in native starch granules during extrusion. Starch gelatinization improves extrudates’ durability, increases expansion and floatability rates, and provides higher digestible energy for fish (Sørensen, 2012). Thus, the ability of starch to swell and produce a viscous paste when heated in water is an important physical property. De Cruz et al. (2015) produced floating feeds using 250 g kg-1 starch and 400 g kg-1 moisture in a mixture extruded at a die temperature of 170°C. The particle size of the blend plays an important role in moisture distribution, heat transfer and viscosity during extrusion and the final extruded feed quality. According to Navale et al. (2015), as a general rule, the extruder feed should not contain particles larger than one-third of the diameter of the die holes. The moisture content of feed and temperature during extrusion are critical variables.
They play multiple functions in barrel lubrication and starch gelatinization. Ma et al. (2021) reported that at increasing moisture contents (240 to 320 g kg-1) and die temperatures (110 to 150°C), bulk density decreased leading to improved floatability of extrudates. Sørensen (2012) reported that to prevent losses of essential nutrients during wet extrusion of fish feed, moisture contents should range from 250 to 300 g kg-1. Controlling all these parameters during extrusion supports obtaining the desired characteristics for the extruded fish feed.
The study used a single-screw extruder that was locally built in the context of the West African region using materials available in the area. The feed ingredients used to deploy the equipment were also from this area of Africa. The present study, therefore, explored the process conditions for the locally developed single-screw extruder to produce affordable, durable and floating fish feed for feeding African catfish (Clarias gariepinus) by resource-poor fish farmers in West Africa by evaluating the effects of moisture, starch source, oil and particle size of various feed blends on the extrusion behaviour and physical attributes of the resulting extrudates.
MATERIALS AND METHODS
Study area and period The study was conducted from May to December 2019 in Benin (9°30’N 2°15’E), West Africa. Experimental design The effects of four processing variables on the extrusion behaviour and their consequences on the physical properties of the resulting feed extrudates were evaluated. The factors were: moisture, starch source, oil content and particle size of the blend. The experiment was conducted step by step. Firstly, the blend moisture content and the starch source were combined at four levels of moisture (200, 250, 300 and 350 g kg-1 wet basis) and four starch sources (maize, lafun, Cassava chips and Tapioca) to assess their effect on extruder behaviour, yield and extrudate moisture content. Secondly, starch type and oil incorporation in the blend prior to extrusion were combined to evaluate their effect on the physical properties of extrudates. Red palm oil was added to the blend at a level of 43 g kg-1 and the water content of the blends was set at 300 g kg-1 (wet basis). Finally, the effect of the blend particle size obtained with mill screens of 0.5, 0.8, 1 and 2 mm mesh sizes on the physical properties of the extrudates was evaluated. Each treatment was performed in duplicate. The samples were packaged in polyethylene bags and stored at 4°C for further analyses. Characteristics of the extruder The extrusion cooking of the blends was performed using a locally built low-cost single-screw extruder (Figure 1). The extruder was powered by an 18.5 kW motor (2930 rpm) for a constant screw speed of 1465 rpm and had a production capacity of 50 kg h-1. It was equipped with a 55-cm-long grooved barrel of 15 cm diameter. The helix-shaped single-zone screw had a length of 30 cm. The temperatures at the feeder, mixing and compressing (at barrel section) and at the die zone were not adjustable and increased during extrusion from 60 (feeding zone) to 120°C (die zone). The die plate had 4 circular holes, each 6 mm in diameter. A speed die face cutter with two bladed knives was used to cut the extrudates. It was powered by a 37 W motor at the speed of 1400 rpm.

Raw ingredients and experimental mixture
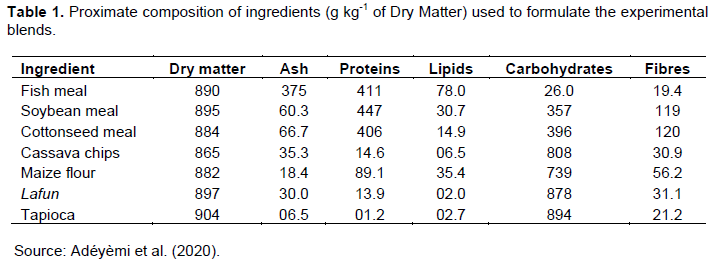
Local ingredients (Table 1) available in Benin for fish feed formulation (Adéyèmi et al., 2020) were used to formulate the fish feed. The main sources of starch were maize flour, fermented Cassava (Manihot esculenta) flour (so-called lafun), Cassava chips flour and Tapioca flour. The main protein sources were soybean meal, cottonseed meal and fishmeal. Red palm oil was the fat source. Additional ingredients were a premix containing minerals and vitamins, and methionine. Fishmeal, soybean meal, cottonseed meal, premix and methionine were purchased at a livestock feed centre "La Confiance" at Abomey-Calavi (2°21’ E, 6°26’ N). Maize, oil and all starch sources were purchased at local markets at Abomey-Calavi. The ingredients were mixed in proportions that meet the minimum nutritional needs of the African catfish (C. gariepinus) juvenile (Robinson et al., 2006). Starch was incorporated at a rate of 200 g kg-1, as recommended for floating feed (Kamarudin et al., 2016). Based on the proportion of ingredients in the blend (Table 2), the quantities of each ingredient required to make 1.5 kg of the blend were calculated. Each blend was milled into powders of diverse particle sizes (mesh sizes 0.5, 0.8, 1, and 2 mm) using a hammer mill (Model: 9FQ40-20, Yanbei Animal Husbandry Machinery Group, Langfang, China). The amount of water (Qw) needed to raise the moisture content of the blend to the desired level was calculated according to the formula by Hounhouigan et al. (2003).

Qw = m (Hf - Hi) / (100 – Hf), where, m = mass (quantity) of the blend, Hf = final moisture content, Hi = initial moisture content.
The blend was mixed manually and extruded to produce extrudates of 6 mm diameter using the extruder described previously. Extrudates were subsequently dried in a hot air-drying oven (Model: RXH-14-C, China) at 60°C for 3 h. The manufacturing process of the extrudates is illustrated in Figure 2.

Physical properties
The bulk density was determined according to Abubakar et al. (2016). The extrudates were carefully poured into a cylindrical container of known volume until a pile of extrudates developed at the top. A scraper was used to remove excess extrudates. The content of the cylindrical container was then weighed. Bulk density was calculated by dividing the mass of the sample by the volume of the cylinder and was expressed in g l-1. The rehydration rate of extrudates was determined according to Guillaume et al. (2001) by placing a sample (100 g) in a wire mesh basket and immersing it in excess water at ambient temperature for 10 min. The rehydration rate was calculated as: Mass of rehydrated product (Wf) / Initial mass (Wi) of dry product and was expressed as % w w-1 (percent weight per weight). To evaluate the percentage of floating extrudates, 4 Lof distilled water was poured in a cylinder and one hundred extrudate particles were randomly selected and dropped into the water from 5 cm above the water surface. The number of floating extrudates was counted after three minutes, and expressed as a percentage of the total extrudates. The moisture contents of the blends and extrudates were determined by official methods (AOAC, 2012). The measurements were duplicated for each sample of two different production cycles.
Statistical analysis
Statistical analysis was performed using Minitab 18 computer software (Minitab LLC, Pennsylvania State University). The means of parameter values were calculated, followed by the Analysis of Variance (ANOVA) to evaluate significant differences among means. When significant differences (p < 0.05) were observed, data were separated using Tukey’s post-hoc test.
RESULTS
Proximate composition of experimental blends
Table 2 presents the estimated proximate composition of the blends. Crude protein varied from 315 to 333 g kg-1 dry matter (DM), crude fat ranged from 74 to 81 g kg-1 DM and carbohydrate from 338 to 369 g kg-1 DM. Blends with cassava as a starch source were fairly equal in terms of crude protein, crude fat and carbohydrate contents. They contained substantially more carbohydrates than the maize-based blends, which contained more crude protein and crude fat.
Effect of blend moisture content and starch source on behaviour during extrusion
The data recorded for the extruder’s performance as a function of the blend moisture content and starch sources are presented in Table 3. The extrusion operation was almost impossible for blends with moisture contents of200 g and 250 g kg-1 (wet basis), because of constant jamming during the process. For the moisture contents of 300 g and 350 g kg-1 (wet basis), the extrusion operation proceeded smoothly without jamming, irrespective of the starch source. The extrudate yields recorded under these conditions were similar and averaged 82% w w-1. After drying for 3 h at 60°C, the extrudate moisture content made from a blend with 350 g moisture kg-1 became 182 g kg-1, which was significantly higher than that from theblend with 300 g moisture kg-1, which resulted in 124 g kg-1 in the dried extrudates.

Effect of starch source and blend fat content on the extrudates’ physical properties
The effects of starch source and oil on the extrudates’ physical properties are presented in Table 4. The addition of red palm oil in the blend had a significant negative effect on the extrudates’ floatability (p < 0.05) and bulk density (p < 0.001). However, this treatment did not affect the rehydration rate of the extrudates (p < 0.05). The starch source significantly affected floatability (p < 0.001) but did not affect the rehydration rate or the bulk density of the extrudates. Overall, the lowest densities were recorded for extrudates from blends incorporating either cassava chips (477.5 gl-1), lafun (547.5 g l-1) or Tapioca (530.0 g l-1), all without oil addition.

Effect of particle size on the physical properties of the extrudates
The physical properties of the extrudates are presented in Table 5. The particle size had a high significant effect on the floatability (p < 0.001) but low significant effect on the density (p < 0.05) of the extrudates. The floatability rates ranged from 28.7 to 94.3% and the highest value was obtained from a blend particle size of 1 mm. The bulk density of extrudates ranged from 476.3 to 501.3 g l-1 and the lowest value was obtained from extrudates obtained from a blend with a particle size of 1 mm. The rehydration rate ranged from 157.5 to 210.0% w w-1 and the water absorption by extrudates obtained from a blend particle size of 1 mm was more advantageous than others.

DISCUSSION
Major criteria in feed formulation are nutrient requirements and floatability. The proximate composition of the formulated experimental blends used in this study was close to the dietary protein and fat recommended by Robinson et al. (2006) for the growth of juvenile catfish (C. gariepinus). These authors indicated that the dietary protein requirement for catfish ranges from 250 to 500 g kg-1 and fat levels should not exceed 40 to 60 g kg-1 in commercial catfish grow-out feeds. Several authors obtained good growth performances for African catfish juveniles fed with feeds containing crude protein in the range of 250 to 380 g kg-1 (Goda et al., 2007; Soltan et al., 2008; Alegbeleye et al., 2012; Taufek et al., 2016). Likewise, the carbohydrate contents of experimental blends were within the recommended values of 150 to 380 g kg-1 for a well-performing feed for C. gariepinus (Jimoh et al., 2013). It is well known that the composition of a blend has a significant effect on the extrusion process (Ishak et al., 2020). Indeed, a first common way to estimate the performance of an extrusion process is to determine the extrudate yield, also referred to as mass flow rate. Extrusion of a blend at 300 g kg-1 initial moisture content exhibited the highest extrudate yield and seemed best for the tested extruder. However, this moisture level is lower than the 400 to 450 g kg-1 recommended by Kamarudin et al. (2016) and Umar et al. (2013) for other types of single screw extruders. Navale et al. (2015) were able to conduct extrusion successfully using a blend containing between 250 and 300 g kg-1 of moisture. These differences appear to be related to the extruders’ characteristics. Indeed, yield in a single screw extruder depends on the drag flow developed by screw rotation, die geometry, shear rate, feed composition, moisture content of the blend, viscosity and the pressure flow generated due to the restriction of the die (Kannadhason et al., 2010).
The starch type in the blend and fat content also affected the extrudates’ physical properties. In the present study, only extrudates from a blend based on cassava chips exhibited a relatively high floatability rate but had a high rehydration rate, namely 210% w w-1. Indeed, the functionality of starch is affected by the ratio of amylose to amylopectin, and gelatinization is influenced by the branch chain length of amylopectin. The ratio of amylose: amylopectin content in cassava and maize flour is approximately 18:82 and 24:76, respectively (Ma et al., 2021), meaning that the amylopectin content is likely to be higher in cassava than in maize. Thus, cassava starch is likely to gelatinize more extensively than maize starch (Monthe et al., 2019), resulting in a better floatability of extrudates based on Cassava. Additionally, cassava starch has less retrogradation than maize starch after heat treatment (Sigüenza-Andrés et al., 2021). Overall, cassava chips flour is a promising aquafeed binder, even though improvements are also needed to further increase floatability.
Regarding the effect of the oil, the present study results are in line with findings by Irungu et al. (2018), who reported that the fat content of the blend to be extruded must be minimized to produce extrudates with satisfactory floatability. Oil is an insulator that prevents moisture from entering the particle at a rapid rate. When added to the blend before extrusion, oil would cover the flour particles and hamper moisture penetration during conditioning and extrusion. Thus, the frictional heat between the screw and the housing wall would not diffuse quickly in the blend particle to allow enough transformation in the composition of the starch present in the feed. Hence, there is little starch gelatinization, which specifically reduces the expansion and consequent floatability of extrudates, as well as their digestibility. Instead, post-extrusion addition of oil by coating the extrudates after drying has been recommended. According to Vijayagopal (2004), the fat level in the mass blend to be extruded should not exceed 60 g kg-1 to obtain floating extrudates.
The particle size of a blend is another important factor that affects the physical properties of the derived extrudates. According to Le Gouessant (2008), extrudates are qualified as floating when the floatability rate is greater than 80%, semi-floating for 30 to 80%, and sinking below 30%. The floating extrudates with a diameter of 6 mm in this study were those obtained from blends with particle sizes of 1 mm and 0.8 mm. This result is in agreement with Roman et al. (2017), who indicated that larger particle sizes hinder water absorption and delay gelatinization. In contrast, blends of fine particles provide more air cells during extrusion, resulting in better expansion and good floatability (Alam et al., 2014; Navale et al., 2015; Leonard et al., 2019). Along this line, Jauncey et al. (2008) related blend particle size with extrudate diameters, and recommended using blends with particle sizes between 0.5 and 0.75 mm to produce extrudates of 2 mm; for extrudates of 3 to 5 mm, a blend of 1 mm particle size, and for extrudates larger than 5 mm, a blend of particle size of 1.0 to 1.25 mm.
CONCLUSION
This study outlined a procedure to define the proper composition of a fish feed blend composed of locally sourced raw ingredients in Benin for successful production of floating granules to feed C. gariepinus juveniles, using a locally developed single screw-extruder. Cassava chips flour emerged as the best performing starch source in combination with a blend moisture content of about 280 g kg-1 to allow a smooth extrusion process. Blend particle sizes between 0.8 and 1 mm resulted in fish feed granules with a diameter of 6 mm with a high floatability rate. Additional studies are recommended to further optimise the process conditions for the locally developed single-screw extruder.
ACKNOWLEDGEMENT
Financial support provided by the Applied Research Fund (ARF) of the Food & Business Research Programme (Grant number W 08.270.331) through the Netherlands Organisation for Scientific Research (NWO-WOTRO) is gratefully acknowledged.
CONFLICT OF INTERESTS
The authors have not declared any conflict of interests.
REFERENCES
|
Abubakar MY, Momoh AT, Ipinjolu JK (2016). Effect of pelletizing machines on flotation and water stability of farm-made fish feeds. International Journal of Fisheries and Aquatic Studies 4(3):98-103. |
|
|
Adéyèmi AD, Kayodé APP, Chabi IB, Odouaro OBO, Nout MJR, Linnemann AR (2020). Screening local feed ingredients of Benin, West Africa, for fish feed formulation. Aquaculture Reports 17:100386. |
|
|
Ah-Hen K, Lehnebach G, Lemus-Mondaca R, Zura-Bravo L, Vega-Galvez A, Figuerola F (2014). Evaluation of different starch sources in extruded Altlantic salmon. Aquaculture Nutrition 20(2):183-191. |
|
|
Alam SA, Järvinen J, Kirjoranta S, Jouppila K, Poutanen K, Sozer N (2014). Influence of particle size reduction on structural and mechanical properties of extruded rye bran. Food Bioprocess Technology 7(7):2121-2133. |
|
|
Alegbeleye WO, Obasa SO, Olude OO, Otubu K, Jimoh W (2012). Preliminary evaluation of the nutritive value of the variegated grasshopper (Zonocerus variegatus L.) for African catfish, Clarias gariepinus (Burchell. 1822) fingerlings. Aquaculture Research 43(3):412-420. |
|
|
Association of Official Analytical Chemists (AOAC) (2012). Official Methods of Analysis. AOAC International. Arlington, VA. USA. |
|
|
Ayadi FY, Muthukumarappan K, Rosentrater KA, Brown ML (2011). Twin-screw extrusion processing of rainbow trout (Oncorhynchus mykiss) feeds using various levels of corn-based distillers dried grains with solubles (DDGS). Cereal chemistry 88(4):363-374. |
|
|
Babalola TOO (2010). Utilization of dietary animal fats and vegetable oils by African catfish (Heterobranchus longifilis) fingerlings. PhD Thesis, University of Ilorin, Nigeria. |
|
|
De Cruz CR, Kamarudin MS, Saad CR, Ramezani-Fard E (2015). Effects of extruder die temperature on the physical properties of extruded fish pellets containing taro and broken rice starch. Animal Feed Science and Technology 199:137-145. |
|
|
Goda AM, El-Haroun ER, Kabir CMA (2007). Effect of totally or partially replacing fish meal by alternative protein sources on growth of African catfish Clarias gariepinus (Burchell, 1822) reared in concrete tanks. Aquaculture Research 38(3):279-287. |
|
|
Guillaume J, Kaushik S, Bergot P, Metaillet R (2001). Nutrition et alimentation des poissons et crustacés. INRA-IFREMER, Paris, France P 485. |
|
|
Hounhouigan DJ, Sekpe HG, Kayodé AP, Mestres C, Nago CM (2003). Mechanization of maize degerming for mawe production. In Maize revolution in West and Central Africa. Section V. Economics & Post-Harvest 453-462. |
|
|
Irungu FG, Mutungi CM, Faraj AK, Affognon H, Kibet N, Tanga C, Ekesi S, Nakimbugwe D, Fiaboe KKM (2018). Physico-chemical properties of extruded aquafeed pellets containing black soldier fly (Hermetia illucens) larvae and adult cricket (Acheta domesticus) meals. Journal of Insects as Food and Feed 4(1):19-30. |
|
|
Ishak SD, Yusof YA, Kamarudin MS (2020). Different starch sources affect physical characteristics of extruded feeds prepared for the Malaysian mahseer, (Tor tambroides). Journal of Applied Aquaculture 34(1):112-129. |
|
|
Jauncey K, Sorensen PL, Areola F (2008). A short handbook - Floating Catfish feed for Nigeria. Materials, storage, handling, stock and quality control, ingredients, feed formulation, feed use (feeding husbandry), and technical aspects of feed manufacture P 25. |
|
|
Jimoh WA, Aderolu AZ, Ayeloja AA, Shodamola MO (2013). Replacement value of soybean meal with luffa cylindrical in diet of Clarias gariepinus fingerlings. International Journal of Applied Agricultural and Apicultural Research 9(1-2):98-105. |
|
|
Kamarudin MS, Ishak SD, Ramezani-Fard E, Saad CR, Yusof YA (2016). Effects of different temperature profiles and corn-sago starch ratios on physical properties of extruded tilapia diets. Iranian Journal of Fisheries Sciences 15(2):715-726. |
|
|
Kannadhason S, Muthukumarappan K, Rosentrater KA (2011). Effect of starch sources and protein content on extruded aquaculture feed containing DDGS. Food Bioprocess Technology 4(2):282-294. |
|
|
Kannadhason S, Rosentrater KA, Muthukumarappan K, Brown ML (2010). Twin screw extrusion of DDGS-based aquaculture feeds. Journal of the World Aquaculture Society 41:1-15. |
|
|
Le Gouessant (2008). Aliments coulants, semi-flottants ou flottants : Quelle solution adopter ? Journal d'information technique du Gouessant Aquaculture, N°16. |
|
|
Leonard W, Zhang P, Ying D, Fang Z (2019). Application of extrusion technology in plant food processing by-products: An overview. Comprehensive Reviews in Food Science and Food Safety 19(1):218-246. |
|
|
Liu K, Frost J, Welker TL, Barrows FT (2021). Comparison of new and conventional processing methods for their effects on physical properties of fish feed. Animal Feed Science and Technology 273:114818. |
|
|
Luo S, Chan E, Masatcioglu MT, Erkinbaev C, Paliwal J, Koksel F (2020). Effects of extrusion conditions and nitrogen injection on physical, mechanical, and microstructural properties of red lentil puffed snacks. Food and Bioproducts Processing 121:143-153. |
|
|
Ma S, Wang H, Li J, Xue M, Cheng H, Qin Y, Blecker C (2021). Effect of the ratio of wheat flour and cassava and process parameters on the pellet qualities in low starch feed recipe extrusion. Animal Feed Science and Technology 271:114714. |
|
|
Monthe OC, Grosmaire L, Nguimbou RM, Dahdouh L, Ricci J, Tran T (2019). Rheological and textural properties of gluten-free doughs and breads based on fermented cassava, sweet potato and sorghum mixed flours. LWT-Food Science and Technology 101:575-582. |
|
|
Navale SA, Swami SB, Thakor NJ (2015). Extrusion cooking technology for foods: A review. Journal of Ready to Eat Food 2(3):66-80. |
|
|
Robinson ED, Li MH, Hogue CD (2006). Catfish Nutrition: Nutrient Requirements. Extension Service of Mississippi State University, cooperating with U.S., Department of Agriculture. Published in furtherance of Acts of Congress P 4. |
|
|
Roman L, Gomez M, Li C, Hamaker BR, Martinez MM (2017). Biophysical features of cereal endosperm that decrease starch digestibility. Carbohydrate Polymers 165:180-188. |
|
|
Sigüenza-Andrés T, Gallego C, Gómez M (2021). Can cassava improve the quality of gluten free breads? LWT-Food Science and Technology 149:111923. |
|
|
Singh SK, Muthukumarappan K (2016). Effect of feed moisture, extrusion temperature and screw speed on properties of soy white flakes based aquafeed: a response surface analysis. Journal of the Science of Food and Agriculture 96(6):2220-2229. |
|
|
Soltan MA, Hanafy MA, Wafa MIA (2008). An evaluation of fermented silage made from fish by-products as a feed ingredient for African catfish (Clarias gariepinus). Global Veterinaria 2(2):80-86. |
|
|
Sørensen M (2012). A review of the effects of ingredient composition and processing conditions on the physical qualities of extruded high-energy fish feed as measured by prevailing methods. Aquaculture Nutrition 18(3):233-248. |
|
|
Taufek NM, Aspani F, Muin H, Raji AA, Razak SA, Alia Z (2016). The effect of dietary cricket meal (Gryllus bimaculatus) on growth performance, antioxidant enzyme activities and haematological response of African catfish (Clarias gariepinus). Fish Physiology and Biochemistry 42(4):1143-1155. |
|
|
Umar S, Kamarudin MS, Ramezani-Fard E (2013). Physical properties of extruded aquafeed with a combination of sago and tapioca starches at different moisture contents. Animal Feed Science and Technology 183(1-2):51-55. |
|
|
Vijayagopal P (2004). Aquatic feed extrusion technology - an update. Fishing Chimes 23(10 & 1):35-38. |
|
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


