Review

ABSTRACT
INTRODUCTION
The spray drying techniques, known as spray dryer or aspersion, was first used in the middle of the nineteenth century, when the process of drying eggs was patented, more specifically in 1865. Its use in industrial scale dates back to the 1920s, and the first items produced through this process were milk and washing powder. From thereafter, its use was disseminated throughout the processing industries in general, with a wide application in the food, pharmaceutic and chemical industries (Silveira et al., 2013).
The process of spray drying consists in transforming a product from fluid to a solid state in the form of powder, through the dispersion of the product’s droplets inside a chamber, where it gets in contact with hot air (Rodriguez-Hernandez et al., 2005). Spray drying results from application of energy, which acts on the liquid to the point of causing its rupture and disintegration, in order to divide it into millions of individual particles, thereby creating a mist or spray of droplets (Finney et al., 2002). The main advantages of this type of drying process are its high yield and a reduction of the product of exposure time to high temperatures. This, in turn, reduces the thermaldamage caused to the product. As a result, the spray dryer has become the main equipment for drying fluid products which are sensitive to heat, such as food and biological items (Rodriguez-Hernandez et al., 2005). Besides that, the product exits the drying chamber ready for use, eliminating the need for further processing, such as grinding (Matioli and Rodriguez-Amaya, 2002).
The objective of this review is to describe the most important technological aspects of drying by spray drying for the food industry, as well as showing the potential of using the spray dryer for the micro-encapsulation of bioactive and functional substances.
FUNCTIONING OF THE SPRAY DRYER
The group of techniques comprising the standard spray dryer equipment consists of: 1) a system of spray drying of the material; 2) a system of heating and controlling the temperature of the drying air; 3) a system of pumping and controlling the flow of input of the material to be dried; 4) a system of inputting air to be dried; 5) drying chamber and 6) system of separating air – dried powder (Silveira et al., 2013). The process can be described as the pumping of the solution or suspension into the atomizer (phase I), where it is sprayed in the form of a mist of droplets (spray) into the drying chamber (phase II), where the evaporation of the solvent occurs. That describes the drying process through hot air, transforming liquid drops into solid particles (phases III and IV), which are collected in the cyclone filter or another dust collecting system (phase V) (Filková and Mujumdar, 1995).
The efficiency of spray drying is related to the principle of increasing the contact area between the material to be dried and the drying agent, or hot air. Thus, it is necessary to provide an energy that is used for the production of a drying agent and at a temperature sufficient to cause vaporization of the liquid product (water) and absorb any moisture (Sokhansanj and Jayas, 1995).
One of the critical points of the process is to spray the product into the chamber, as the particle size which is obtained in the dried product is directly related to the size, distribution, and velocity of the trajectory of droplets formed during the spray the wet product. In spray drying, the solution or suspension is introduced in contact with air under pressure, creating a mist which is sprayed inside the drying chamber. The atomizer must be capable of creating droplets of uniform size, homogeneous and have a low energy (Moreira et al., 2009).
In the drying chamber, the solution/suspension is mixed with the drying gas and there is a subsequent evaporation of the solvent. Therefore, two events occur simultaneously inside the drying chamber: the transference of heat and mass. After obtaining the dry particles, these are separated from the drying air (Dashiel, 1989).
Types of atomizers
The atomizers/sprayers can be of three basic types: pressure nozzles, double piston and centrifugal atomizer. The distribution and size of the particles are related to the size of droplets formed by the aspersion process. Therefore, the choice of the sprayer is fundamental (Vissoto et al., 2006).
In the pressure atomizer, the material is pumped into the nozzle at a high pressure and it is forced to pass through a very narrow orifice. Therefore, the use of special high pressure pumps and abrasion resistant material are essential in the composition of the nozzle. From an energy point of view, the pressure atomizers are the most economic, however these tend to suffer from clogging (Finney et al., 2002).
In the pneumatic fluid atomizer a lower spray pressure is applied to the input. In this case, the liquid material is ruptured by the shearing force generated by the difference in speed between both fluids: air and product. This system has a higher energy demand, however it is used due to its versatility, and high control of the size and uniformity of droplets. It is often used in small drying operations and when using a more viscous input material (Sokhansanj and Jayas, 1995).
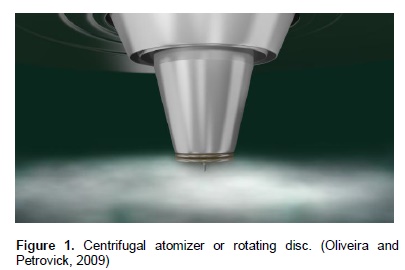
The centrifugal atomizer, or rotating disc, is basically a disc that turns at the extremity of an axis, where the liquid material is injected and accelerates radially, pulverizing the input in the drying chamber (Figure 1). There are various variants of the disc project that provide a wide range of droplets sizes, therefore these are more widely used in industrial projects (Filková and Mujumdar, 1995).
Direction of materials
Materials in the spray drier can occur in three different ways: concurrent, counter-current or as a mixed flow process. In the concurrent, the pulverized liquid material and the drying air share the same direction inside the equipment; that is, the input material and air go in from above, and also leave from the lower part of the dryer. This direction of flow exposes the drops to much higher temperature of the drying agent, when compared to other types of flow, causing a fast evaporation. Therefore, this characteristic can lead to products with low particle density and hollow structures (Sokhansanj and Jayas, 1995).
In the counter-current drying, the liquid material and the drying air have opposed outflow directions inside the chamber. This process exposes the particles that are almost dry to higher temperatures, which can result in extremely dry products (Silveira et al., 2013). In the mixed drying process, the material is atomized in an ascending direction, whereas the air is inputted from above, with a totally descendent circulation inside the chamber. This means that the atomized material initiatesascendant movements, but alters its direction to descendent after being dragged by the air. Both leave the equipment by the lower area. The mixed drying process is desired when the size of the chamber is limited (Finney et al., 2002).
Gas flow of the process
The amount of gas in the drying chamber should be abundant, as in any type of drying process in a gas suspension system. The heating by direct combustion of natural gas is the most commonly employed, as it presents more efficient results. Propane and fuel oil are used when there are limitations in the use of natural gas. Centrifugal industrial ventilators are used to move gas through the system (Sokhansanj and Jayas, 1995).
Recovery of the product in powder form
There are three systems available for recovery of powder: filters in the form of bags (sleeve filters), collecting cyclones and wet scrubber (electrostatic precipitators). The filters in the form of bags have a recovery efficiency of approximately 99.9%, but the disadvantage is that this option is difficult to handle and clean. The collecting cyclones have an efficiency rate of around 99.5% and can be arranged in series, which increases its efficiency. In this case, dry particles rotate in spiral form in the direction of the base of the cyclone, where they are collected in a jar. The wet scrubber is the most economic method. The principle behind its functioning is to dissolve the powder particles contained in the flow of air in water or submit this flow to a moisture content flow. This is used for environmental reasons, to avoid the emission of particles in the air (Matioli and Rodriguez-Amaya, 2002).The spray dryer also allows its direct association with other drying or post-drying methods, such as granulation and/or agglomeration. For example, often in the case of making instant products, after drying in the spray, the material is agglomerated in a fluidized surface, as in the case of addition of lecithin to powdered milk, intended to improve its solubility (Moreira et al., 2009).
The instantaneousness is an important factor that should be considered in the elaboration of powdered products, since the exposure of products to heat can lead to the formation of insoluble materials, which are undesirable especially for post-instantaneous products (Dashiel, 1989).
Soy lecithin is a substance with lipophilic and hydrophilic properties and that can be used to cover the surface of powder particles, literally serving as a link between the fatty matter and the water, that way facilitating the dispersion of the product in an aqueous media (Vissoto et al., 2006).
As the fatty acid part of lecithin is soluble in oil and the phosphate-choline is soluble in water, it justifies the intrinsic characteristic of the lipophilicity and hydrophilicity molecule. On the other hand the phospholipids, given their tendency to form skins or films around the solid or semi-solid particles when in contact with liquids, avoid the formation of lumps, keeping the dispersion stable (Vissoto et al., 2006).
According to Dashiel (1989), lecithin can be applied in different forms, aiming at obtaining the desired technical effect. They can be applied in their pure form or, when the technique of fluidized surface is used, both pure or in solution. The main disadvantage of drying in a spray dryer is its high energy consumption, caused by the need to provide specific heat for evaporation in a short period of time, besides losing a considerate amount of heat with the exhaustion of air (Filková and Mujumdar, 1995).
INFLUENCES OF VARIABLES ON DRYING
Aspects for the type and size of the nozzle atomizer, as well as the conditions of its operation, such as the rotation speed of the atomizer disc, the temperature of the air when entering the drying chamber, the flow of feeding, as well as the physical properties of the material to be atomized, will all influence the process and interfere in the quality of spray drying. This, in turn, can result in undesirable phenomena, such as agglomeration of the product on the equipment walls, a burnt final product and non-uniform size of particles. These phenomena directly alter the quality of the hydrolysate product obtained, affecting its physical-chemical and even its sensorial characteristics, besides reducing its yield (Sokhansanj and Jayas, 1995).
During the drying process, certain properties such as colour and taste can be affected, not only due to the properties of the initial material (composition, concen-tration, viscosity, among others), but also due to theconditions of the process (temperature of air when entering chamber, flow of feeding solution, speed of spray drying, aspiration rate, among others). The outflow temperature of the product is influenced by a combination of parameters, namely, the inflow temperature in the equipment, speed of spray drying of solution and rate of product aspiration. The difference between the inflow and outflow temperature of the air affects the content amount of residual moisture of the product – an excessively high difference in temperature results in a product with high residual moisture content, which could compromise its stability (Moreira et al., 2009).
A high rate of aspiration results in a lower period of residence and high degree of separation on the cyclone, but can result in high residual moisture content. Higher rates of spray drying generally result in smaller particles, and higher feeding flows of the solution result in lower temperatures of air outflow. The feeding speed must be adjusted so that the liquid present in the drops can evaporate before they get into contact with the drying chamber walls. Excessive feeding speed leads to a decrease in the outflow temperature and an accumulation of material on the chamber walls (Oliveira and Petrovick, 2009).
The drying air inlet temperature is the same temperature as the liquid sprayed will vaporization of water. It can influence the drying efficiency, the amount of water was removed, the residual water content and final product properties achieved because she together with the feed and the drying air flow, are responsible for the evaporation of water and drying. As regards the outlet temperature that is derived from the inlet temperature of the drying gas flow, feed flow, the solvent evaporation enthalpy, the amount of solids in the liquid product, etc. This interdependence of the variables is what makes the process of controlling a complex issue (Cal and Sollohub, 2010).
The outflow temperature is one of the most important parameters of the drying process in a spray dryer, as it is the highest temperature to which the dry product will be heated, directly influencing its final properties. It is the control reference of the dryer. As in the process of the spray dryer, the temperature inside the chamber drops markedly due to the high exchange of heat involved. At approximately half way through the chamber the temperature is already constant, and will be equal to that of the outflow. This outflow temperature is commonly measured between the drying chamber and the cyclone (Cal and Sollohub, 2010; Gharsallaoui et al., 2007).
The feeding flow is determined through the evaluation of the outflow air temperature and the inspection of the walls of the drying chamber. If the temperature of the incoming air remains constant, for example, a decrease in the feeding rate of the liquid will result in an increase in the temperature of the outflow material (Oliveira and Petrovick, 2009). That way, the conditions of the opera-tion must be rigorously controlled, as it has a significantimpact on the quality of final product.
Apart from the conditions of the operation, it is important to highlight that the final characteristics of a product in powder form, obtained through a process of drying by spray dryer, also depend on the type of initial raw material used, as well as on the characteristics of the atomized liquid (solids content, particle size and viscosity). That way, it is important that all these variables are investigated, in order to obtain products with the desired parameters and characteristics (Silveira et al., 2013).
Another important aspect that should be controlled is the disposition of particles inside the drying chamber. Products with a high quantity of low molecular weight substances present a high molecular mobility in relatively low temperatures, which confers a sticky nature to the obtained powders (Jaya and Das, 2009).
Therefore, drying certain food items with high sugar and fat contents through the spray dryer technique is difficult, causing high operational costs and low yielding of the final product, giving rise to sticky products. The stickiness is related to the low glass transition temperature (Tg) presented by these types of products. With this, when exposed to low drying temperatures, they are subjected to transformations, from a glass to a gummy state. Therefore, the post-result of drying will show a higher interaction with water (increase of hygroscopicity), higher cohesion between the particles, and a higher adhesion. Therefore, they can adhere to the chamber walls during drying, leading to low yielding and operational problems (Finney et al., 2002).
The glass transitional temperature is specific to each type of material, and it is where the change from a glass state changes to the gummy state, affected by three main factors: the plasticizer material, the molecular mass, and the product composition. The sticky phenomenon occurs at 10-20°C above Tg. With that, the addition of substances that increase the Tg in the material can cause the increase of temperature where the stickiness takes place (Moreira et al., 2009). In order for the process to be economically and technically viable, it is necessary to add carrying agents, known as drying aids, which cause the increase of the Tg in the material to be atomized. These additives should be of a foodstuff status, have a high molecular weight and a high glass transition temperature (Jaya and Das, 2009).
Besides increasing Tg and reducing the hygroscopicity of the powder, these additives allow for a better handling of the product, protecting the sensitive components of the foodstuff against undesirable environmental conditions. It avoids the adsorption of moisture quantity from the environment and masquerading or preserving the flavours and aromas, besides reducing the volatility and reactivity and providing an additional attractiveness to foodstuff (Ré, 1998). Table 1 presents operational drying conditions by spray dryer, used in some studies. The inflow temperature varies from 120 to 190°C, and themaltodextrin appears as the most commonly used carrier. The carrying agents are also capable of providing a good retention of the volatile compounds in products during drying. The volatile compounds are, in great part, responsible for the aroma and flavours of the products, and its maintenance after drying is fundamental to the application of the product as a palatability-enhancer (Table 1). Frascareli et al. (2012), in their study about drying hydrolysate protein clams performed the analysis of the samples’ volatile profiles and identified that samples with higher carrier content showed a lower loss of volatile compounds, confirming the protective effect of these substances in the product’s aroma.

Many studies were performed using spray drying for drying protein hydrolysate from different sources. Silva et al. (2012) used the spray dryer as a drying technique for protein hydrolysate produced from chicken breast meat. They evaluated the effect of the conditions in the process on the physical-chemical characteristics of the product. The results show that the concentration of maltodextrin, as well as the drying temperature directly influenced the yielding of the hydrolysate. The moisture content of the final product suffered the influence of the drying temperature and the feeding flow. The authors observed that the higher temperatures and lower feeding flowsreduce the moisture content of the hydrolysate.
Ferrari et al. (2012) and Kurozawa et al. (2011) performed a study of the enzymatic hydrolysis and drying processes by spray dryer to obtain powdered chicken breast protein hydrolysate. The authors observed that the carrying agents increased the glass transition temperature (Tg) of the material, increasing its stability and improving the performance of the equipment.
Tonon et al. (2008) and Ferrari et al. (2012) used the spray dryer method to dry black cherry pulp, using temperatures of 160 and 180°C, with concentrations of maltodextrin of 5, 15 and 25%. The increase in the drying temperature caused a reduction in moisture content and water activity of the obtained products. The maltodextrin contributed to the reduction in moisture content and hygroscopicity of the material.Water activity is an index of great importance for the food obtained by the spray dryer method, due to the influence on the shelf life of the powder produced. A high water activity indicates that there is water more freely available for biochemical reactions, and consequently, a shorter shelf life (Cano-Chauca et al., 2011).
Quek et al. (2007) and Moreira et al. (2009) also had less moisture content samples with the increase in temperature in their studies with powdered watermelon and acerola juice, respectively. According to the authors,the use of higher temperatures implicates in a higher transference of heat for the particles, which in turn leads to a higher rate of water evaporation from the product, resulting in powders with lower moisture content.
According to Tonon et al. (2008), higher drying temperatures result in powders with lower moisture content and easier adsorption of water, that is, more hygroscopic. This is related to the higher gradient of water concentration existent between the product and the environment.
Cano-Chauca et al. (2011) also uses the spray dryer to dry a mix of fruit juices, and used temperatures of 155 and 165°C, and concentrations of maltodextrin of 12, 15, 18 and 21%. The temperature of 165°C, with higher rates of maltodextrin provided powders with lower moisture content rates.
Pereira et al. (2013) used the spray dryer for dehydrating a probiotic pineapple juice, sensitive to high temperatures, using Arabic gum as a carrying agent. The variables of the process were studied, and the authors concluded that the temperature of 100°C with 5% Arabic gum produced more natural juices and maintained the viability of the probiotic cell added. However, the use of temperature at 150°C increased the yielding of the process.
MICROENCAPSULATION
Microencapsulation is a group of various techniques which allow the development of formulations, where the content is protected and the release can be modified aiming to act in a determined place, for a determined period and at a specific speed. In this process, there’s an encapsulation of solid, gaseous or liquid substances in a polymeric matrix or another substance which can form an involucre. This is a technique which depends on the physical and chemical properties of the material to be microencapsulated (Jackson and Lee, 1999).
The microencapsulation protects the substance from environmental conditions, stabilizes sensitive substances, eliminates incompatibilities, manages toxic substances in a safer way and develops dosages with the modified release (Pu et al., 2011). The microencapsulation method has various applications, not only in the food industry, but also in the pharmaceutic, cosmetics, textiles, agro toxins, paint and other industries (Rebello, 2009).
In the food industry, the microencapsulation is used to improve the properties of the encapsulated material, masquerading the unpleasant organoleptic characteristics (taste, odours, colour) of certain materials; to transform the physical state of substances for a better manipulation and reduce volatility, stopping substance loss; increase conservation period and protect the substances from climatic agents (light, moisture content, heat and oxygen) (Trindade et al., 2008).
Among the materials that can be encapsulated for use in the food industry are acids, basis, oils, vitamins, salts, gases, amino acids, flavours, colourings, enzymes and micro-organisms (Augustin et al., 2001).
The mechanisms for release of the microencapsulated active materials vary according to the nature of the encapsulating agent, as well as with the method used to promote the encapsulation. However, they occur naturally due to mechanisms such as: temperature and pH variation, medium solubility, biodegradation, diffusion, mechanical rupture, selective permeability and the concentration gradient in relation to the release medium (Desai and Park, 2005).
Various techniques have been used in the elaboration of the microcapsules, such as: spray drying, coacervation, extrusion, centrifuge extrusion, coating in fluidized bed, liposomes and complexation by inclusion. The most significant limitations of these techniques are the high costs and the hard choice of method to apply in the encapsulation of substances, due to the absence of a process that is adaptable to all substances. The drying by spray drying or spray drying is most employed by the food industry, as it causes less significant damage on the characteristics of the products (Rebello, 2009).
The microcapsules can show sizes in the range of micron fractions up to many millimetres, with diverse shapes, depending on the materials and methods used in its preparation. When the size of the particles is smaller than 1 µm it is called nano-particles, nano-capsule or nano-sphere. Particles whose diameter is in the 3-800 µm range they are known as micro-particles, microcapsules or micro-spheres. Particles bigger than 1000 µm are known as macro-particles (Jyothi et al., 2010).
They are formed by two components, the central or core material and the encapsulating material or peel. The core is composed by one or more active substances, and the encapsulating or carrier material that covers these substances. In order to choose the encapsulating material its physical-chemical properties must be taken into consideration, such as solubility, molecular weight, crystallinity, diffusibility, intended objective through the microencapsulation (application) and cost (Fonseca, 2008). The right choice is very important, as it has a direct impact on the efficiency of the micro-encapsulation, the stability of the micro-capsule and the adequacy of the microcapsule to its application (Gharsallaoui et al., 2007). These substances can also be called carrier agents, and can be used to facilitate or even allow the drying of certain products, as they are unable of increasing the material’s glass transition temperature, therefore avoiding the development of the stickiness phenomenon (Batista et al., 2008).
The choice of encapsulating material to be used should take into account a number of factors such as: the physical and chemical properties of the nucleus (porosity, solubility, etc) and the wall (viscosity, mechanic proper-ties, glass transition, film forming ability, etc), compatibilityof the nucleus with the wall, control mechanism and economic factors (Rebello, 2009).
The microencapsulation of acids such as ascorbic, citric, fumaric and lactic acid is usually performed to avoid the oxidation and allow solubility in specific temperature conditions. Flavourings are normally encapsulated to increase shelf life, once the encapsulation can prevent oxidation, volatilization and agglomeration, besides allowing the controlled release and conversion of liquid flavourings in solids (Bertolini et al., 2001).
The edulcorants are microencapsulated with the aim to decrease the hygroscopicity, increase fluidity and resistance to high temperatures, as well as extending the sweetness sensation. Vitamins and minerals are added to food aiming at fortifying them. However, they can leave a strange taste, react with the other ingredients or alter the product’s colour. Such inconveniences can be avoided if such complements are incorporated to encapsulated products. The encapsulation can increase the stability of vitamins in certain extremes of moisture content and temperature, as well as allowing controlled release in the intestinal tract (Rebello, 2009).
The microorganisms have been encapsulated or immobilized to allow their reutilization in the production of lactic acids and fermented dairy products, increase the concentration of cells in reactors and productivity. Also, it helps protect them from oxygen, against freezing temperatures and the bactericide effect of gastric fluids and other acid mediums. And finally, it helps remove microorganisms from products, stops acidification, increases stability and keeps the viability of the culture during product storage (Rokka and Ramtamaki, 2010).
MAIN ENCAPSULATING OR CARRIER AGENTS
The encapsulating or carrier agents used in drying by spray drying can be carbohydrates (starch, maltodextrin, dextrans, sucrose, cellulose and derived), gums (Arabic gums, agar, carrageenan, etc.), lipids (wax, paraffin, diglycerides) and proteins (gluten, caseins, albumins, haemoglobin and peptides). From these, the polymers of high molecular weight and high glass transition temperature (Tg) are the most widely used, such as maltodextrin, Arabic gum and modified starch (Cano-Chauca et al., 2011).
To improve the manipulation of powders, food safe anticaking and anti-humectant agents can also be added, such as phosphates, silicates and calcium salts, once these absorb the product’s moisture content [3, 13], facilitating the drying process.
Among these salts, the calcium carbonate appears as a promising substance in the drying of products by spray drying. It is a low cost amorphous crystal, easily found in the shell of mussels, oysters and eggs, which are pro-ducts that are not used by industry. Studies have been developed aiming at substituting the commercial calcium carbonate from alternative sources. Batista et al. (2008) used mussels and oysters shells to substitute the calcium carbonate used in concrete.
Murakami et al. (2007) obtained calcium carbonate from chicken egg shells, where 94% of its composition is calcium carbonate. The authors affirm that the carbonate obtained from egg shells does not present toxic elements, therefore can be used in food. Besides that, they observed that the commercial calcium carbonate is decomposed in a lower temperature (around 30°C lower) than that used by egg shells, therefore the latter is more stable to being processed.
Maltodextrin
Maltodextrin [(C6H12O5)nH2O] is a saccharide non-sweet polymer, which consists of D-glucose unities joined by α 1-4 chain. It is presented as a white powder or solution concentrated by partial hydrolysis of corn starch with acids and/or enzymes. The main problem in using this material, however, is its low emulsifying capacity. That way, it is common to use mixtures of maltodextrins with Arabic gum, modified starch or even proteins, which show a good emulsification capacity and can, therefore, supply the lack of this property) (Ascheri et al., 2003; Reineccius, 1998).
Maltodextrin is formed through the partial hydrolysis – by action of acids or enzymes – of corn starch, and are available in different dextrose equivalents (DE), which indicate the level of hydrolysis of the starch polymer. That way, the DE of a product of hydrolysis is equivalent to its reducing power, as a percentage of the reducing power of the pure dextrose (D-glucose), therefore inversely proportional to its average molecular weight (Bemiller and Whistler, 1996).
The hydrolysate starch offer advantages such as low relative cost (approximately one third of modified starch), neutral smell and taste and low viscosity in high concentration of solids. Besides that, they offer good protection against oxidation (depending on the dextrose equivalent) (Bemiller and Whistler, 1996).
The maltodextrin is the carrier agent commonly employed in the drying by spray drying, due to its low hygroscopicity, avoiding the agglomeration of particles, high solubility in cold water and low cost (Matioli and Rodriguez-Amaya, 2002; Tonon et al., 2008). In some cases, it shows an anti-oxidative effect and good retention of volatile substances (65-80%) (Anselmo et al., 2006).
Aburto and Tavares (1998) used maltodextrin in the microencapsulation of the orange essential oil by spray dryer. Rodriguez-Hernandez et al. (2005), used concentrations of maltodextrin between 18-23% for drying of Indian fig in spray dryer. The authors obtained more hygroscopic powder with lower concentrations of maltodextrin and higher drying temperatures.Quek et al. (2007) used the maltodextrin as carrier in the drying of watermelon juice by spray dryer. The authors affirmed that the addition of maltodextrin before drying increases the content of total solids of the mixture to be fed into the spray dryer, reducing the quantity of water to be evaporated, which causes the decrease of moisture content in the powders produced. Tonon et al. (2008), investigating the influence of the processing conditions in the physical-chemical properties of the powdered acai obtained through spray dryer, registered the smallest values for hygroscopicity of the powder, with the increase in the concentration of maltodextrin, confirming its efficiency as carrier. Ferrari et al. (2012) also used the maltodextrin as carrier agent in the drying in spray drying of the pulp of black cherry pulp. Pulps with lower moisture content were obtained using higher concentrations of maltodextrin.
Arabic gum
The Arabic gum is a complex polysaccharide, acid and with a molecular mass of approximately 500.000 Daltons. Due to its highly ramified structure, it is easily dispersed in water in concentrations of up to 50%, however with low apparent viscosity, forming stable emulsions (Sahini and Han, 1993).This gum is also characterized by its solubility, low viscosity, good emulsifying properties, subtle taste and high oxidative stability. It is commonly used in the preparation of encapsulated flavours by spray drying. Its emulsifying property guarantees a good capacity for protection/retention of many volatile compounds during the drying process, retaining more sensitive flavours. However, its use is difficult due to its high cost and availability problems, since it is only produced in regions subjected to unpredictable climatic variations. It is widely used due to its excellent emulsifying capacity, attributed to this protein fraction of proteins, capacity for protecting the active substance and a good flow conferred to the particles. The Arabic gum is preferred instead of other types of gums for its ability to produce stable emulsions in a wide variety of pH with all main oils. Despite its advantages, it should be highlighted that the Arabic gum only shows a partial protection against oxidation, since it often acts as a semi-permeable membrane, which can impact on its durability and stability of the microcapsules (Gharsallaoui et al., 2007). Ascheri et al. (2003) used the Arabic gum in concentrations of 0.5 and 10%, combined with the maltodextrin (fixed concentration of 36%), in the process of microencapsulation of the orange essential oil by spray dryer. The drying process with 10% Arabic gum and 36% maltodextrin showed the lower moisture content contents.
Modified starch
Starch is a widely available and low cost product. On theother hand, the viscosity of starch solutions is generally too high for the great part of the drying processes. Besides that, starch does not have hydrophobic groups, therefore does not exert any stabilizing effect in the emulsions, except for an increase in viscosity (Reineccius, 1998).
The production of modified starch is an alternative that has been developed for some time, aiming to overcome a few limitations of the native starches, thereby increasing use and applicability of this polymer in the industry. The reasons that lead to the modification of starch include: modifying the characteristics of gelatinization; decreasing the downgrading and the tendency of pastes to turn into gels; increasing stability of pastes in cooling and defrosting; the transparency of pastes and gels and their adhesive qualities; improving the texture of pastes and gels and the formation of films; adding hydrophobic groups and introducing emulsifying power (Silva et al., 2006).
The modified starches are widely used as encapsulating agents due to the excellent retention of volatiles (above 93%) and due to the stabilization of the emulsion and low viscosity. On the other hand, they exert low protection against oxidation during stocking, hence the importance of using this compound associated to maltodextrin (Anselmo et al., 2006).
On the encapsulation of the orange essential oil, the modified starch showed higher oil retention when compared to the Arabic gum (Ascheri et al., 2003; Aburto and Tavares, 1998). Soottitantawat et al. (2005) encapsulated limonene by spray drying, and the best stability was achieved by using modified starch as encapsulating agent, in comparison to Arabic gum and maltodextrin.
CONCLUSIONS
Spray drying is the main method for drying fluid materials that are sensitive to heat, such as food and biological materials. Besides drying these materials, this type of drying method allows the microencapsulation of certain substances.
The method of microencapsulation of food and other substances has a wide applicability, characterized as an efficient method of extreme importance in the preservation of various nutritional components, microorganisms, enzymes, colouring, etc. It protects the food item and other products against more aggressive methods of processing. Various methods can be used as encapsulating agents; however the most common are the carbohydrates, due to showing a higher affinity with various types of materials to be encapsulated.
CONFLICT OF INTERESTS
The authors did not declare any conflict of interest.
REFERENCES
|
Abadio FDB, Domingues AM, Borges SV, Oliveira VM (2004). Physical properties of powdered pineapple (Ananas comosus) juice- effect of malt dextrin concentration and spray drying speed. J. Food Eng. 64:285-287. Crossref |
||||
|
Aburto LC, Tavares DQ (1998). Martucci, T.: Microencapsulação de óleo essencial de laranja. Ciênc. Tecnol. Aliment. 18:1. Crossref |
||||
| Anselmo GCS, Mata MERMC, Arruda PC, Sousa MC (2006). Determinação da higroscopicidade do cajá em pó por meio da secagem por atomização. Rev. Biol. Ciênc. Terra 6(2): 4-9. | ||||
|
Ascheri DPR, Marquez MOM, Martucci ET (2003). Microencapsulação de óleo essencial de laranja: seleção de material parede. Ciênc. Tecnol. Aliment. 23:1-6. Crossref |
||||
| Augustin MA, Sanguansri L, Margetts C, Young B (2001). Microencapsulation of food ingredients. Food Aust. 53:220-223. | ||||
| Batista BB, Santos MV, Silva HRT, Egert P, Marcondes LFT (2008). Bloco verde: reaproveitamento de resíduos da construção civil e de conchas de ostras e mariscos. Anais, VI Simpósio Brasileiro de Engenharia Ambiental – VISBEA, Serra Negra, Brasil. | ||||
| Bemiller JN, Whistler RL (1996). Carbohydrates. Food Chem. 3:157-224. | ||||
|
Bertolini AC, Siani AC, Grosso CRF (2001). Stability of monoterpenes of encapsulated in gum arabic by spray-drying. J. Agric. Food Chem. 49(2):780-785. Crossref |
||||
| Cal K, Sollohub K (2010). Spray drying technique I: Hardware and process parameters. J. Pharm. Sci. 99(2):575-586. | ||||
| Cano-Chauca MN, Stringheta PC, Barbosa SJ, Fonseca KS, Silva FV (2011). Influence of microstructure on the hygroscopic behaviour of mango powdered obtained by spray drying. Afr. J. Food Sci. 5:148-155. | ||||
| Emanuelle AD, Samantha SC, Lindaiá SC, Wagner BB, Aline SC, Francine FP, Janice ID, Bruna ASM (2015). Characterization and evaluation of the antioxidant properties of biodegradable films incorporated with tropical fruit pulps. Cienc. Rural, Santa Maria 45(1):142-148. | ||||
| Dashiel GL (1989). Lecithin in food processing applications. Amer. Oil Chem. Soc. 213-224. | ||||
|
Desai KGH. Park HJ (2005). Recent developments in microencapsulation of food ingredients. Drying Technol. 23(7):1361-1394. Crossref |
||||
| Ferrari CC, Ribeiro CP, Aguirre JM (2012). Secagem por atomização de polpa de amora-preta usando maltodextrina como agente carreador. Brazil. J. Food Technol. 15(2):157-165. | ||||
| Filková I, Mujumdar AS (1995). Industrial spray drying systems. Handbook of Industrial Drying, 742. CRC Press, Taylor & Francis Company, LLC, Boca Raton, Fl. | ||||
|
Finney J, Buffo B, Reineccius CA (2002). Effects of type of spray drying and processing temperatures on the physical properties and stability of spray-dried flavors. J. Food Sci. 67(3):1108-1114. Crossref |
||||
| Fonseca MJV (2008). Spray drying of the soybean extract: effects on chemical properties and antioxidant activity. Food Sci. Technol. 41:1521-1527. | ||||
|
Frascareli EC, Silva VM, Tonon RV, Hubinger MD (2012). Effect of process conditions on the microencapsulation of coffee oil by spray drying. Food Bioprod. Proc. 90:413-424. Crossref |
||||
|
Georgetti SR, Casagrande R, Souza CRF, Oliveira WP, Fonseca MJV (2008). Spray drying of the soybean extract: effects on chemical properties and antioxidant activity. LWT—Food Sci. Technol. 41(8):1521-1527. Crossref |
||||
|
Gharsallaoui A, Roudaut G, Chambin O, Voilley A, Saurel R (2007). Applications of spray-drying in microencapsulation of food ingredients: an overview. Food Res. Int. 40:1107-1121. Crossref |
||||
| Jackson LS, Lee K (1999). Microencapsulation and the food industry. LWT—Food Sci. Technol. 24(4):289-297. | ||||
|
Jaya S, Das H (2009). Glass transition and sticky point temperatures and stability / Mobility diagram of fruit powders. Food Bioproc. Technol. 1-7. Crossref |
||||
|
Jyothi NVNP, Prasanna M, Sakarkar SN, Prabhal S, Srawan GY (2010). Microencapsulation techniques, factors influencing encapsulation efficiency. J. Microencapsul. 27(3):187-197. Crossref |
||||
|
Kurozawa LE, Park KJ, Hubinger MD (2011). Spray Drying of chicken meat protein hydrolysate: Influence of process conditions on powder property and dryer performance. Drying Technol. 29:163-173. Crossref |
||||
| Matioli G, Rodriguez-Amaya DB (2002). Licopeno encapsulado em goma arábica e maltodextrina: estudo da estabilidade. Braz. J. Food Technol. 5:197-203. | ||||
|
Moreira GEG, Costa MGM, Souza ACR, Brito ES, Medeiros MFD, Azeredo HMC (2009). Physical properties of spray dried acerola pomace extract as affected by temperature and drying AIDS. Food Sci. Technol. 42(2):641-645. Crossref |
||||
|
Murakami FS, Rodrigues PO, Campos CMT (2007). Physicochemical study of CaCO3 from egg shells. Ciênc. Tecnol. Aliment. 27(3): 658-662. Crossref |
||||
|
Oliveira OW, Petrovick PR (2009). Secagem por aspersão (spray drying) de extratos vegetais: bases e aplicações. Rev. Bras. Farmacogn. 20(4): 641-650. Crossref |
||||
| Pereira ALF, Almeida FDL, Lima MA, Costa JMC, Rodrigues S (2014). Spray-drying of probiotic cashew apple juice. Food Bioprocess Technol. 7: 2492- 2499. | ||||
|
Pu J, Bankston JD, Sathivel S (2011). Developing microencapsulated flaxseed oil containing shrimp (Litopenaeus setiferus) astaxanthin using a pilot scale spray dryer. Biosyst. Eng. 108:121-132. Crossref |
||||
|
Quek SY, Chok NK, Swedlund P (2007). The physicochemical properties of spray-dried watermelon powders. Chem. Eng. Process. 46:386-392. Crossref |
||||
|
Ré MI (1998). Microencapsulation by spray drying. Drying Technol. 16(6):1195-1236. Crossref |
||||
| Rebello FFP (2009). Microencapsulação de ingredientes alimentícios. Rev. Agroambiental 12:134-144. | ||||
| Reineccius GA (1998). Spray-drying of food flavors. ASC Symposium Series 370: 55-66. | ||||
|
Rodriguez-Hernandez GR. González-García R, Grajales-Lagunes A, Ruiz-Cabrera MA (2005). Spray drying of cactus pear juice (Opuntia streptacantha): Effect on the physicochemical properties of powder and reconstituted product. Drying Technol. 23(4): 955-973. Crossref |
||||
|
Rokka S, Ramtamaki P (2010). Protecting probiotic bacteria by microencapsulation: challenges for industrial applications. Eur. Food Res. Technol. 231(1):1-12. Crossref |
||||
|
Sahini F, Han XQ (1993). Encapsulation of food ingredients. Crit. Rev. Food Sci. Nutr. 33(6):501-547. Crossref |
||||
|
Silva GO. Takizawa FF. Pedroso RA. Franco CML, Leonel M, Sarmento SBS, Demiate IM (2006). Características físico-químicas de amidos modificados de grau alimentício comercializados no Brasil. Ciênc. Tecnol. Aliment. 26(1):188-197. Crossref |
||||
|
Silva VM, Kurozawa LE, Park KJ, Hubinger MD (2012). Influence of carrier agents on the physicochemical properties of mussel protein hydrolysate powder. Drying Technol. 30:653-663. Crossref |
||||
|
Silveira ACP, Perrone IP, Junior PHR, Carvalho AF (2013). Secagem por Spray: uma revisão. Rev. Inst. Laticínios Cândido Tostes 68(391): 51-58. Crossref |
||||
| Sokhansanj S, Jayas DS (1995). Drying of Foodstuffs. Handbook of Industrial Drying, 1, 1995, pp. 589-626. | ||||
|
Soottitantawat A, Bigeard F, Yoshi H, Furuta T, Ohkawara M, Linko P (2005). Influence of emulsion and powder size on the stability of encapsulated D-limonene by spray drying. Innov. Food Sci. Emerg. Technol. 6(1):107-114. Crossref |
||||
|
Tonon RV, Brabet C, Hubinger MD (2008). Influence of process conditions on the physicochemical properties of acai (Euterpe oleraceae Mart.) powder produced by spray drying. J. Food Eng. 88:411-418. Crossref |
||||
| Trindade CSF, Pinho SC, Rocha GA (2008). Review: Microencapsulation of food ingredients. Braz. J. Food Technol. 11(2):103-109. | ||||
|
Vissoto FZ, Montenegro FM, Santos JM, Oliveira SJR (2006). Avaliação da influência dos processos de lecitinação e de aglomeração nas propriedades físicas de achocolatado em pó. Ciênc. Tecnol. Aliment. 26(3):666-671. Crossref |
||||
Copyright © 2024 Author(s) retain the copyright of this article.
This article is published under the terms of the Creative Commons Attribution License 4.0


