ABSTRACT
The present study develop various microorganisms for starter culture purpose from fermented sweet potato and used the developed starters in the fermentation of sweet potato and products for consistent quality product with improved hygiene. Sweet potato was purchased from different markets and microorganisms were isolated and developed as starters. Comparative studies on different starters for the fermentation of sweet potato for 48 h were investigated. The microbial count of the starter cultures increased as fermentation period increased from 6.06 to 9.14 cfu/ml, the pH reduced from 5.49 to 3.28 while the total titrable acid increased from 0.001 to 0.04. Amongst the various starters used, the use of the mixed cultures (combination of lactic acid bacteria L201 and yeast 601A) as starter cultures in the fermentation of sweet potato for 48 h had the best attributes in terms of texture, flavour, rate of fermentation and consistency when prepared as meal (bolus). The mineral analysis showed that most of the mineral content in the sample increased after fermentation for calcium (Ca) 2043.9 to 2177.5 ppm and Mn 6.29 to 26.32 ppm. The functional properties of the fermented sweet potato flour produced showed moisture content of 10.42%, water absorption capacity of 1.77 g/g and swelling capacity of 86.67%.
Key words: Starter culture, fermentation, sweet potato, mineral analysis, functional properties.
Fermentation is the conversion of carbohydrates to alcohol and carbon dioxide or organic acids using yeasts, bacteria or a combination under anaerobic conditions. The primary benefit of fermentation is the conversion of sugars and other carbohydrates to usable end products. According to Steinkraus (1995), the fermentation of foods improve flavour, aroma, and texture in food substrates, preservation and shelf-life extension through lactic acid, alcohol, acetic acid and alkaline fermentation, enhance-ment of food quality with protein, essential amino acids, essential fatty acids and vitamins, improving digestibility and nutrient availability, detoxification of anti-nutrient through food fermentation processes.
Starter cultures are living microorganisms of defined combination used for fermentation purposes. They help to ellicit specific changes in the chemical composition, nutritional value and sensorial properties of the substrate (Opere et al., 2012) and they are generally recognised as safe (Augirre and Collins, 1993). Moreover, their properties are as follows: They are harmless, initiate and control the fermentation process, typical for product, help in rapid acid formation, and help protect against spoilage organisms. Starter cultures are cheaply reproducible in large amount, they also help provide desirable sensory properties and also assists in reducing fermentation period. Work has been done on the fermentation of sweet potato into flour suitable as meal for home consumption by Oluwole et al. (2012). This study therefore investigates the possibility of developing indigenous starter culture for the fermentation of sweet potato into flour and this will help in promoting food and nutrition security in developing countries. According to Sanni (1993) and Kimaryo et al. (2000), the use of the starter cultures will assists in optimizing the fermentation process and also help in alleviating the organoleptic and microbiological instability problems.
Lactic acid bacteria (LAB) are Gram positive acid tolerant, generally non-sporulating, either rod or cocci shaped bacteria that produce lactic acid as the major metabolic end product of carbohydrate fermentation. Lactic acid bacteria have been reported to be predominant microorganisms in most of the African indigenous fermented foods (Nout, 1991; Halm et al., 1993; Hounhouigan et al., 1993; Sanni, 1993; Steinkraus, 1996; Olasupo et al., 1997; Nago et al., 1998, Kunene et al., 2000; Duhan et al., 2013). Yeasts are eukaryotic microorganism, unicellular, diverse in nature found in a wide variety of habitat. Yeast converts carbohydrates to carbon dioxide (CO2) and alcohol. They are used in baking, wine making, brewing and a large variety of industrial products. Stable co-metabolism between LAB and yeasts is common in many foods and this enables the utilization of substances that are otherwise non fermentable (for example starch) and thus increasing the microbial adaptability to complex food ecosystems (Gobbetti et al., 1994; Stolz et al., 1995 and Gobbetti and Corsetti, 1997). Sweet potato (Ipomea batatas L.) is a dicotyledonous plant belonging to the family Convolvulaceae. The plant, which is native to tropical America, is cultivated on sandy or loamy soils throughout many warm regions of the world. (Zhang et al., 1998; Ikeorgu et al., 2000). It is a starchy, sweet tasting, tuberous root vegetable with smooth skin and comes in different colors: yellow, purple, orange and beige (Antonio et al., 2011). Sweet potato can be considered as low and medium glycemic index food, it is also an excellent source of vitamin A (14187 IU /100 g) and it is highly nutritious in terms of vitamin C (2.4 mg / 100 g). It is also rich in calcium (30 mg /100 g), iron required for adequate energy (0.61 mg /100 g) and also a good source of magnesium (25 mg/100 g). USDA National Nutrition database (2009-2015).Sweet potato is readily available, inexpensive and delicious. Nigeria is the largest producer of sweet potato in Africa with 3.46 metric tonnes annually (NRCRI, 2012), Also the second largest producer globally (FAO, 2008).In the tropics, sweet potatoes are consumed or marketed soon after harvesting because of their shelf life that can be as short as one week (Ravindran et al., 1995).
Raw sweet potato contains anti nutritive factors such as raffinose and trypsin inhibitory activity. Raffinose is one of the sugars responsible for flatulence, it is not digested in the upper respiratory tract. Tryspin inhibitory activity (TIA) is a serine protease inhibitor that reduces the biological activity of trypsin, they interfere with its protease activity. The fermentation of sweet potato helps reduce these anti nutritive factors and also make the nutrients more bioavailable. The use of starter cultures provides consistency and reliability of performance (Mc Feeters, 2004).This a pioneer investigation into the fermentative ecology of sweet potato and this study reports the use of indigenous starter cultures in the fermentation of sweet potato.
This study will add value to sweet potato and this will enhance industrialization, job will be creation through manufacture of value added food, moreover, wealth will be generated for farmers through diversification of the use of sweet potato and a lot more. About 805 million people have been reported to be hungry worldwide and 23.8% from sub-sahara Africa and the hunger index has been reported to range from 15 to 16.3 in 2013 (International Food Policy Research Report, 2013) this study will also lead in the production of novel food products from sweet potato crops thus assisting in minimizing food insecurity problems particularly in most developing African countries where hunger, poverty and starvation are highly prevalent.
Sourcing of raw materials
Yellow-fleshed sweet potatoes were obtained from Dalemo market (Alakuko), Aguda market (Surulere) and Oshodi market (Oshodi), Lagos-Nigeria.
Isolation of microorganisms from fermentation broth
This was carried out using the method by Hedges et al. (2002). Sweet potato was washed, peeled and sliced into potable water and allowed to ferment for 72 h. Samples were collected at 24 h interval. This was then serially diluted using tenfold serial dilution.1 ml of different dilution were plated out into well labelled petri dishes. PDA (Potato Dextrose agar with streptomycin) MRS (De Man Rogosa Sharpe agar).PDA was incubated for 3 to 5 days at 30°C, MRS was incubated anaerobically at 37°C using the anaerobic jar for 18 to 24 h. After incubation the plates were brought out and evaluated, it was read and the organisms were isolated. The organisms that were successive throughout the fermentation period were identified as proposed starters.
Screening of isolates
The isolates were screened for their abilities to produce lactic acid and hydrolyse starch and these were carried out using modified methods of Coulibaly et al. (2008) and Collins and Lynes (1989). The organisms were inoculated onto the surface of agar containing 1% CaCO3 MRS agar (which contain glucose, yeast and peptone). The culture was incubated anaerobically at 30°C. Acid producing bacteria were recognised by the clear zones around the colonies
Each of the isolates was first tested for catalase by placing a drop of 3% hydrogen peroxide solution on the cells. Immediate formation of bubbles indicated the presence of catalase in the cells. Only those isolates which were catalase negative were Gram-stained, and only those which were Gram positive were put through to determine whether the isolate produced carbon from glucose during fermentation. An isolate was deemed to be a homo fermentative lactic acid producer if no gas was produced.
Identification of isolates
These isolates were identified by the API 50 CHL identification kit (BioMérieux, Marcy-l’Etoile, France). The 50 CHL API Kit was used for Lactobacillus related genera and ID 32 C was used for the identification of yeast related genera. A suspension is made in the medium with the organisms to be tested and each tube strip is then inoculated with the suspension.it was incubated for 24 to 48 h at 37°C and 30°C for 24 to 48 h.The apiwebTM identification software with data base (V5.1) was used for identification of 50CHL API Kit results and ATB ExpressionTM identification software with database (V3.0) was used for the identification of the ID 32C API Kit results.
Preparation of innoculum
This was carried out using the method by Asmahan et al. (2009).Lactic acid bacteria cultures were cultivated by streaking on MRS agar (Oxoid) and incubated anaerobically (BBL, Gas Pak, Becton Dickinson) at 37°C for 24 h. A colony was picked from each pure culture plate, grown successively in MRS broth before centrifugation at 5000 rpm for 15 min. The pellet was washed in sterile distilled water centrifuged again and redistributed in distilled water. This procedure achieved a culture preparation containing 109 colony forming units cfu/ml, checked as viable count on MRS agar. Pure cultures of yeast were cultivated by streaking on Potato dextrose agar (Oxoid), incubated at 37°C for 24 h and the picked colony was inoculated into 10 ml of yeast extract peptone dextrose broth (Oxoid) and incubated at 28°C for 24 h. These cultures were centrifuged and washed as described above. This procedure achieved a culture preparation containing 107 cfu/ml, as viable count on malt extract agar. Yeast cultures had been stored on malt extract agar slants at 4°C until required. The number of LAB and yeasts was monitored during fermentation by serial dilution of the samples, using the media described above.
Production of fermented sweet potato using starter culture
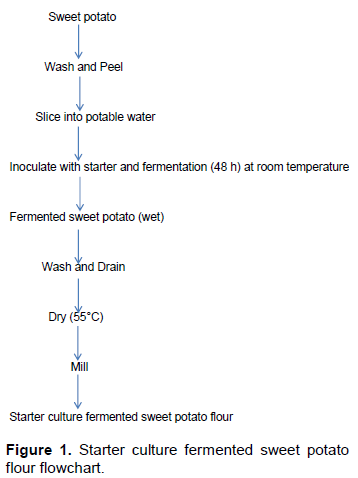
The starter culture fermented sweet potato flour was produced using the flow chart in Figure 1.
Production of fermented sweet potato flour (control)
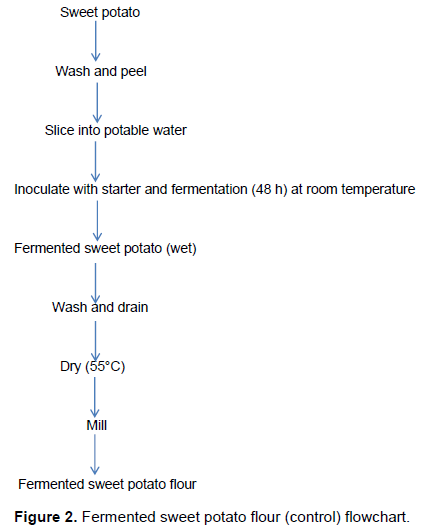
The starter culture fermented sweet potato flour was produced using the flow chart (Figure 2).
Preparation of starter culture fermented sweet potato flour
The sweet potatoes were washed to remove adhering soil particles and peeled. Then peeled tubers were chipped into slices (4 to 5 mm) (Figure 3). Starter cultures were prepared as shown in Figure 4 and inoculated into the sweet potato it was then left to ferment for a period of two days (48 h) as shown in Figure 5.
After this period has elapsed, the fermented chips were drained and dried in a cabinet drier (Mitchel, Model SM220H) at 55°C for 9 h and milled into flour (≤ 250 μm) as prepared by Oluwole et al. (2012) and the dried starter culture fermented sweet potato flour was shown in Figure 6.
Preparation of fermented sweet potato flour
The sweet potatoes were washed to remove adhering soil particles and peeled. The peeled tubers were chipped into slices (4-5 mm) and soaked in potable water for a period of two days (48 h). After this period elapsed, the fermented chips were drained and dried in a cabinet drier (Mitchel, Model SM220H) at 55°C for 9 h and milled into flour (≤ 250 μm) (Oluwole et al., 2012).
pH determination
The pH of the fermenting sweet potato was determined using a pH meter (OAKTON, pH 700 pH/ Mv/°C/°F) which has been previously adjusted with buffer solutions of pH 4 and 9.
Total titrable acidity
The production of lactic acid was determined by titrating 10 ml of the homogenized sample against 0.1 M NaOH using 2 drops of phenolphthalein indicator (0.5 in 50% alcohol). The titrable acidity was calculated as percentage lactic acid (v/v). Each millilitre of 0.1 M NaOH is equivalent to 0.9008 mg of lactic acid (AOAC, 1990).
Microbiological analyses of products
One gram of the fermented sweet potato flour samples were weighed serially diluted using tenfold serial dilution.one ml of different dilution were plated out into well labelled petri dishes and Mac broth containing Durham tube. Different media NA (Nutrient agar), PDA, EMB (Eosin Methylene Blue agar), VRBA (Violet Red Bile agar), S/S (Salmonella Shigella agar) was added to the inoculums in the petri dishes and mix thoroughly. It was then left to solidify before incubating at various temperatures for various duration. NA, PDA, VRBA, EMB,S/S was incubated at 37°C for 18 to 24 hours, PDA was incubated for 3 to 5 days at 30°C ,and Mac broth were incubated at 37°C and 44°C for 24 to 48 h. Moreover MRS plates were incubated anaerobically at 37°C (Harrigance and McCance, 1976).
Proximate composition of raw sweet potato and fermented flour
This was determined in the raw sweet potato and the fermenting sweet potato flour as described by AOAC (2010). Parameters such as moisture content crude protein, crude fibre, ash, fat and carbohydrate were determined in the sample.
Mineral analyses
This was determined using Shimadzu AA7000 Atomic absorption spectrophotometer (AAS); samples were ashed and 3 drops of concentrated HNO3 were added to the ash and was dissolved in 100 ml distilled water. The filtered ashed sample was then aspirated into flame and atomise. Atoms of elements present will absorb radiation from light source and it will be detected.
Determination of functional properties of products
This was done by using the method by Onwuka (2005). Moisture content- moisture was determined in fermented sweet potato samples using the rapid moisture analyser as described by AOAC (1990).
Swelling index
100 ml of graduated cylinder was filled with the sample to 10 ml mark. Distilled water was added to give a total volume of 50 ml, the top of the graduated cylinder was tightly covered and mixed by inverting the cylinder, the suspension was inverted again after 2 min and left to stand for a further 8 min and the volume occupied by the sample was taken after 8 min.
Water absorption capacity
One gram of sample was mixed with 10 ml of distilled water and allowed to stand at ambient temperature (30± 2°C) for 30 min, centrifuged for 30 min at 3000 rpm.
Preparation of stiff porridge from fermented sweet potato flour
Dried fermented sweet potato flour was poured into a clean bowl and mixed with potable water to form a paste it was then added to boiling water and stirred until a smooth consistency was obtained as shown in Figure 7.
Preservation of isolates
Bacteria were purified by several isolations and fresh cultures of these isolates were conserved at -80°C with glycerol (30%) as cryoprotective agents (Williams et al., 2009).The isolate were preserved using the method by Williams et al. (2009) but it was not conserved at -80°C. MRS (broth and agar) and PDA were used for the lactic acid bacteria and yeast isolates respectively.
Data analysis
The data generated were subjected to analysis of variance (ANOVA). All determinations were performed in triplicate. All statistical analysis were conducted with non-parametric one-way ANOVA procedures, differences were reported at a significance level of 0.05.
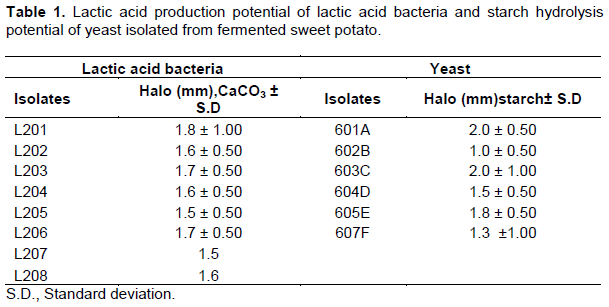
Lactic acid bacteria and yeast were isolated from sweet potato. Oluwole et al. (2012) also reported that lactic acid bacteria and yeast were isolated from sweet potato. Smith et al. (2007) and Panda et al.(2007). The screening of lactic acid bacteria for lactic acid production in Table 1 showed that all the micro-organism screened where able to produce lactic acid and L201 had the highest zone of inhibition of about 1.8 mm and L205 was 1.5 mm. The ability of the yeast isolates to hydrolyse starch was also investigated and yeast isolate 601A, 2.0 mm and isolate 607F, 1.3 mm.
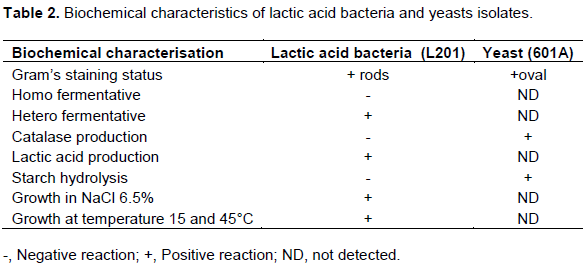
The tolerance of each of the selected isolates to the environmental conditions was tested in Table 2. The strains of the Lactobacillus sp. grew at 15 to 45°C, the ability to grow at high temperature is a desirable trait as it could translate to increased rate of growth and lactic acid production. At the same time, a high fermentation temperature reduces contamination by other micro-organisms. During industrial fermentation, as lactic acid is being produced by the cells, alkali would be pumped into the broth to prevent excessive reduction in pH. Thus, the free acid would be converted to its salt form which would in turn increase the osmotic pressure on the cells. Therefore, a LAB strain with high osmotolerance would be desirable as an industrial strain and the LAB strain used in the study is osmotolerant.The fermentation pattern among carbohydrates was determined by using the API 50CHL gallery with the API 50 CHL medium (Bio Merieux, Marcy, France).
Anaerobiosis in the inoculated tubes was obtained by overlaying with sterile paraffin oil for the lactic acid bacteria while the API ID 32 C was used for the identification of the yeast. The strip consists of dehydrated carbohydrate substrate, a mineral medium is inoculated with the suspension of the yeast organisms to be tested. The inoculated galleries were incubated at 37°C and the observations were made after 24 and 48 h. The identification of isolates was facilitated by the use of a computer programme.
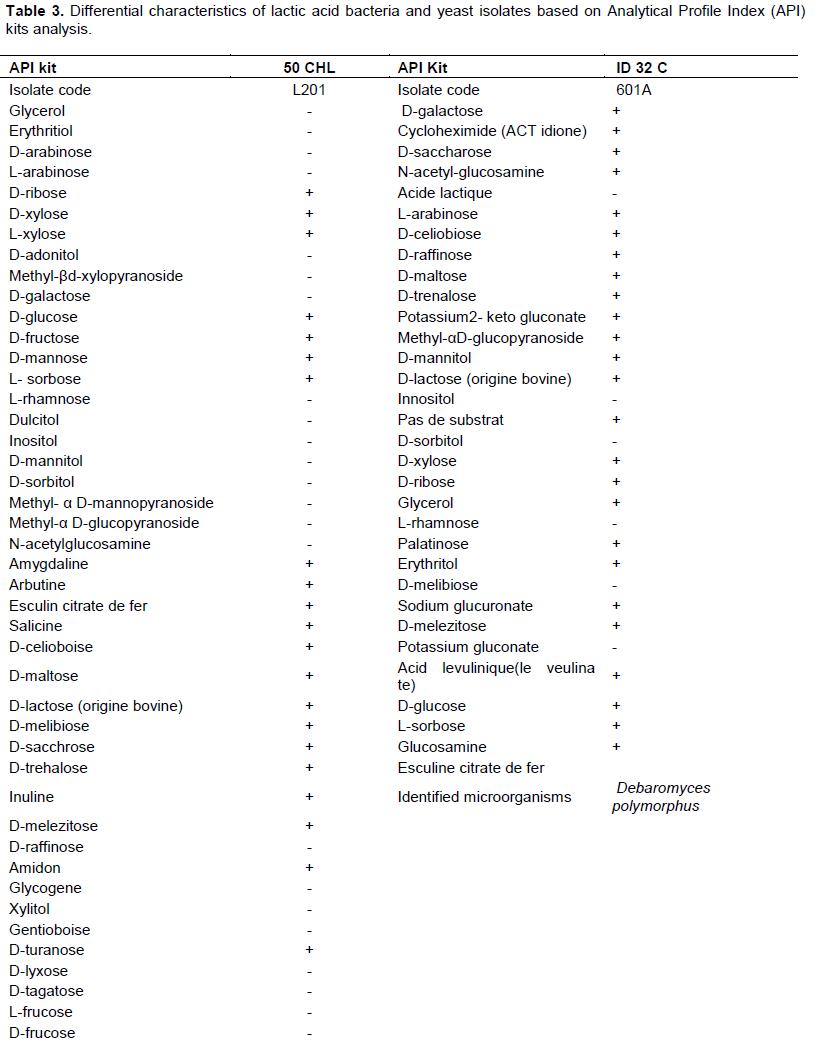
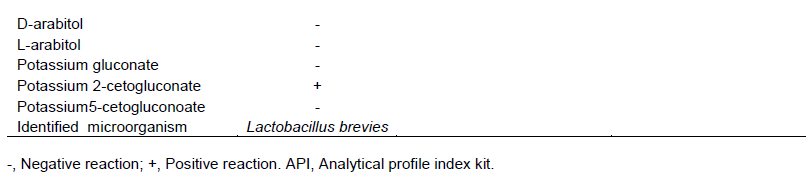
The fermentation patterns among the carbohydrates were determined using API Kit gallery. The differential characteristics of the lactic acid bacteria and yeast isolate used for the fermentation were showed in Table 3.
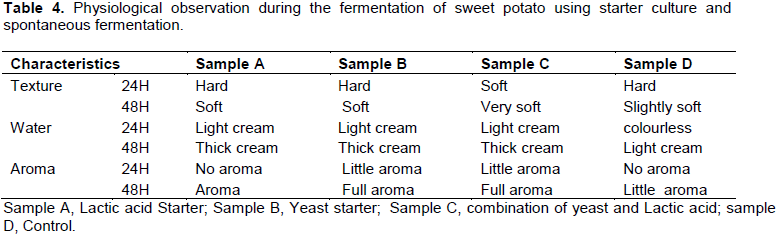
The lactic acid starter and yeast starter used had different effects on the fermentation of sweet potato. The fermentation of sweet potato with the combined starters yeast and lactic acid bacteria gave the best attributes. The association of Lactic acid bateria and yeasts during fermentation may also contribute secondary metabolites, which could impact on the taste and flavour of foods (Akinrele, 1970; Halm et al., 1993; Brauman et al., 1996; Hansen and Hansen, 1996) and this was evident in Table 4.
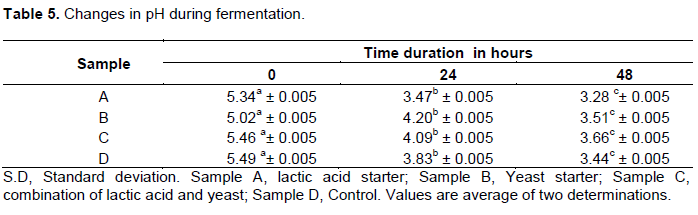
Values in the same row not followed by the same superscript are significantly different (P < 0.05). Reduction in pH was observed during the fermentation process in Table 5. Acids are produced during fermentation, thereby
making the environment acidic and this results to reduction in pH. All the samples fermented had a reduction in their pH value. The fermentation that used lactic acid bacteria starter as a mono culture had the lowest pH and this was observed in similar findings by Farahat (1998) and Asmahan et al. (2009).
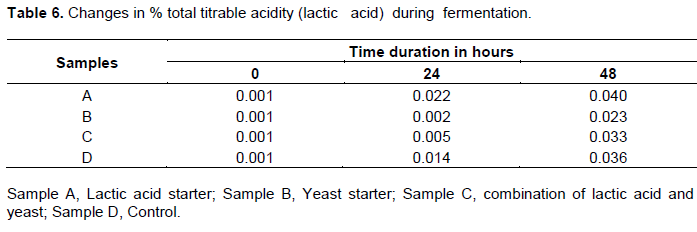
During fermentation, acid is produced and it increases as the fermentation period increases. The increase in lactic acid in Table 6 followed the same trend as reported for some fermented foods (Mohammed et al., 1991; Choi et al., 1994; Dziedzoaze et al., 1996) as the pH reduces the production of lactic acid increases.
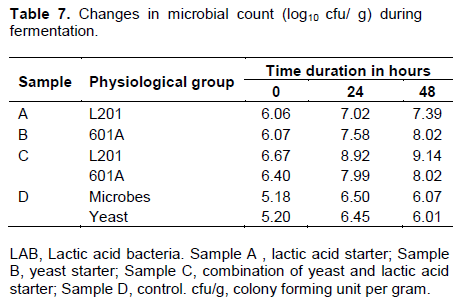
There was increase in the population of the some starters as fermentation period increased while some experienced a decrease. Sample C which had the combination of lactic acid starter and yeast starter had the population of starters increase simultaneously and this follows the trend reported by (Nout, 1991) that the proliferation of yeasts in foods is favoured by the acidic environment created by lactic acid bacteria while the growth of bacteria is simulated by the presence of yeasts, which may provide growth factors such as, vitamins and soluble nitrogen compounds. Co-metabolism of yeast and lactic acid bacteria was also reported by Nout (1991), Gobbetti et al. (1994) and Steinkraus (1996).
Reduction in microbial count observed in the control as shown in Table 7 was in line with earlier works by Melaku and Faulks (1998). The results are in agreement with those reported by other authors (Mbugua, 1984; Odunfa and Adeyele, 1985; Mohammed et al., 1991; Nche et al., 1994). Melaku and Faulks (1988) also indicated that numbers of lactic acid bacteria increased during the first stages of the natural fermentation with a slight reduction in number during the later stages of fermentation. This may be as a result of the antagonistic nature of other microorganisms present.
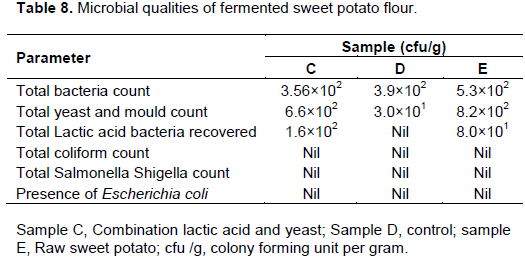
The microbial analysis of the fermented sweet potato samples and raw sweet potato was carried out to
determine the total bacteria count, total yeast and mould count, presence of Salmonella, Shigella, Coliforms and Eschericia coil. The microbial qualities of the fermented sweet potato showed that the fermented sweet potato flour is save for consumption, no Coliform, no Salmonella, no Shigella was detected (Table 8).
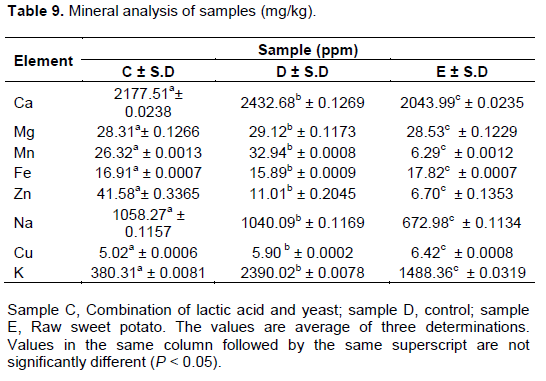
Table 9 shows the mineral analysis carried out on the fermented sweet potato flour and the raw sweet potato.
The mineral content of some of the sample increased while some decreased. The increase observed could be as a result of the solubility of some minerals by fermen-tation. Nevertheless, microorganisms require nutrients and minerals for growth and development and this may be responsible for the reduction in some mineral after fermentation Destrosier (2004) and Talaro (2002). Heat produced during the drying operation (that is, drying the
fermented mash) could also bring about reducing effect on some minerals such as calcium, phosphorus and iron, which are strongly adversely affected by heat.
Decrease in some minerals was also observed in findings by Talaro et al. (2002) and reducing effect on some minerals such as phosphorus and iron, could be as a result of heat and the affinity for some of these elements by microorganisms.
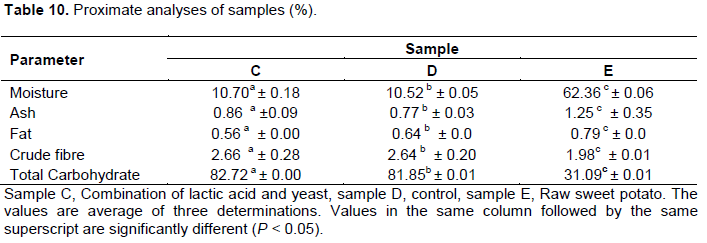
Table 10 shows the proximate composition of raw sweet potato (sample E), starter culture fermented sweet potato flour (sample C) and spontaneous fermented sweet potato flour (sample D).
The moisture content was high in the raw sweet potato with a value of 62.36% and 10.70 and 10.52% in samples C and D respectively. There was a reduction in the ash content in the raw tubers (sample A) from 1.25% to 0.86 in sample C and 0.77% in sample D. The crude fibre content was lower in the raw tuber, which was 1.98% than 2.66 in sample B and 2.64 in sample D. The fat content in the raw tuber was 0.79% while in the fermented sweet potato it was 0.56 in sample C and 0.64% in sample D.
The carbohydrate content in the raw tubers was 31.09% as against 82.72% in sample C and 81.85% in sample D. The results of the proximate composition of the raw sweet potato and fermented sweet potato flour showed that the level of water has been removed as the sweet potato was processed from the raw tuber into fermented flour. Consequently, the moisture content in the fermented sweet potato flour was low enough for proper storage (Destrosier, 2004; Ihekeronye et al., 1985). In addition, there was a reduction in the ash content of the fermented sweet potato flour as compared with the starting raw sweet potato. Fermentation and drying may have contributed to reduced level of ash content in the fermented flour. It is however possible that some of the available minerals in the raw sweet potato as shown in Table 9 were utilized by the microorganisms during the fermentation of sweet potato (Talaro, 2002). The crude fibre content of the fermented sweet potato flour sample C and sample D was higher than that in the raw tuber. The fat content in the raw sweet potato was higher than the starter culture fermented sweet potato flour and the spontaneously fermented sweet potato flour (sample C and D). Talaro (2002) stated that some microorganisms may require some level of fat to thrive hence the reduction in the fat content after fermentation.
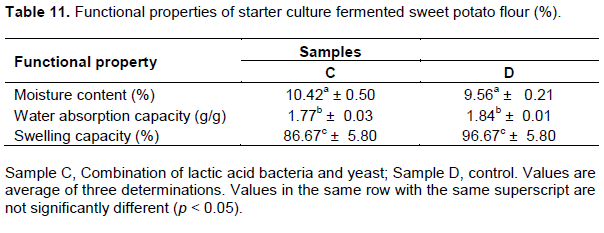
Table 11 shows functional properties such as moisture content, water absorption capacity and swelling capacity of starter culture fermented sweet potato flour. The moisture content values of the fermented sweet potato flour sample C and D are 9.56 ± 0.21 and 10.42% respectively and this falls within acceptable limit for sweet potato flour (ISO 712). The moisture content in the starter culture fermented sweet potato flour and spontaneously fermented sweet potato flour was low enough for proper storage (Destrosier, 2004; Ihekeronye et al., 1985).
Onimawo and Egbekun (1998) reported that the water absorption capacity gives an indication of the amount of water available for gelatinization during the heat processing. The water absorption capacity for the values of the fermented sweet potato flour samples C and D are 1.84 ± 0.01 and 1.77 ± 0.03g/g respectively, the result reveals that there is no significant difference in the values for both samples. Shimles et al. (2006) also reported that water absorption of flours are influenced by a number of factors such as hydrophilic hydrophobic balance of amino acids, molecule size and shape.
The swelling capacity values 86.67± 3.33 and 96.67 ± 3.33% for samples C and D respectively, the swelling capacity of flour depends on particle size paricles, types of variety and types of processing methods and unit operations (Adebowale et al., 2005).
Lactic acid bacteria and yeast were isolated from sweet potato. Oluwole et al. (2012) also reported that lactic acid bacteria and yeast were isolated from sweet potato. Smith et al. (2007) and Panda et al. (2007). The screening of lactic acid bacteria for lactic acid production in Table 1 showed that all the micro-organism screened were able to produce lactic acid and L201 had the highest zone of inhibition of about 1.8 mm and L205 was 1.5 mm. The ability of the yeast isolates to hydrolyse starch was also investigated and yeast isolate 601A, 2.0 mm and isolate 607F, 1.3 mm. The tolerance of each of the selected isolates to the environmental conditions was tested in Table 2. The strains of the Lactobacillus sp. grew at 15 to 45°C, the ability to grow at high temperature is a desirable trait as it could translate to increased rate of growth and lactic acid production. At the same time, a high fermentation temperature reduces contamination by other microorganisms. During industrial fermentation, as lactic acid is being produced by the cells, alkali would be pumped into the broth to prevent excessive reduction in pH. Thus, the free acid would be converted to its salt form which would in turn increase the osmotic pressure on the cells. Therefore, a LAB strain with high osmotolerance would be desirable as an industrial strain and the LAB strain used in the study is osmo tolerant. Reduction in pH was observed during fermentation process in Table 4. The fermentation that used lactic acid bacteria growth as a mono culture had the lowest pH and this was observed in similar findings by Farahat (1998) and Asmahan et al. (2009).
The decrease in pH and increase in lactic acid followed the same trend as reported for some fermented foods (Mohammed et al., 1991; Choi et al.,1994; Dziedzoaze et al., 1996).Co-metabolism of yeast and lactic acid bacteria was also reported by Nout (1991), Gobbetti et al. (1994) and Steinkraus (1996) . It has been suggested that the proliferation of yeasts in foods is favoured by the acidic environment created by LAB while the growth of bacteria is simulated by the presence of yeasts, which may provide growth factors such as, vitamins and soluble nitrogen compounds (Nout, 1991). The association of LAB and yeasts during fermentation may also contribute secondary metabolites, which could impact on the taste and flavour of foods (Akinrele, 1970; Halm et al., 1993; Brauman et al., 1996; Hansen and Hansen, 1996).
Reduction in microbial count observed in the control as shown in Table 7 was in line with earlier works by Melaku and Faulks (1998). The results are in agreement with those reported by other authors (Mbugua, 1984; Odunfa and Adeyele, 1985; Mohammed et al., 1991; Nche et al., 1994). Melaku and Faulks (1988) also indicated that numbers of LAB increased during the first stages of the natural fermentation with a slight reduction in number during the later stages of fermentation.
The decrease in pH and increase in lactic acid followed the same trend as reported for other traditionally fermented foods (Mohammed et al., 1991; Choi et al., 1994; Dziedzoaze et al., 1996). Table 10 shows the proximate composition of raw sweet potato (sample E) and starter culture fermented sweet potato flour (sample C) and spontaneous fermented sweet potato flour (sample D).
The moisture content was high in the raw sweet potato with a value of 62.36% and 10.70 and 10.52% in samples C and D respectively. There was a reduction in the ash content in the raw tubers (sample A) from 1.25% to 0.86 in sample C and 0.77% in sample D. The crude fibre content was lower in the raw tuber, which was 1.98% than 2.66 in sample B and 2.64 in sample D. The fat content in the raw tuber was 0.79% while in the fermented sweet potato it was 0.56 in sample C and 0.64% in sample D.
The carbohydrate content in the raw tubers was 31.09% as against 82.72% in sample C and 81.85% in sample D. The results of the proximate composition of the raw sweet potato and fermented sweet potato flour showed that the level of water has been removed as the sweet potato was processed from the raw tuber into fermented flour. Consequently, the moisture content in the fermented sweet potato flour was low enough for proper storage (Destrosier, 2004; Ihekeronye et al., 1985). In addition, there was a reduction in the ash content of the fermented sweet potato flour as compared with the starting raw sweet potato crop. It is believed that the processes of fermentation as well as drying may have contributed to reduced level of ash content in the fermented flour. It is however possible that some of the available minerals in the raw sweet potato as shown in Table 9 were utilized by the fermenting organisms in the sweet potato mash (Talaro, 2002), and this may result in the reduction in the ash content of the fermented sweet potato flour (Ihekeronye et al., 1985). The crude fibre content of the fermented sweet potato flour sample C and sample D was also higher than that in the raw tuber. The fat content in the fermented sweet potato flour (sample C and D) was lower than in the raw sweet potato and this may be due to the processing technique used in which after fermentation of the sweet potato, Some micro-organisms may also require some level of fat to thrive (Talaro, 2002). Microorganisms require nutrients and minerals for growth and development (and this may be responsible for the reduction in some mineral after fermentation (Destrosier, 2004; Talaro, 2002). Heat produced during the drying operation (that is, drying the fermented mash) could also bring about reducing effect on some minerals such as calcium, phosphorus and iron, which are strongly adversely affected by heat.
Decrease in some minerals was observed in findings by Talaro et al. (2002) and reducing effect on some minerals such as phosphorus and iron, could be as a result of heat and the affinity for some of these elements by microorganisms.
Table 11 shows functional properties such as moisture content, water absorption capacity and swelling capacity of starter culture fermented sweet potato flour. The moisture content values of the fermented sweet potato flour sample C and D are 9.56 ± 0.21 and 10.42% respectively and this falls within acceptable limit for sweet potato flour (ISO 712). The moisture content in the starter culture fermented sweet potato flour and spontaneously fermented sweet potato flour was low enough for proper storage (Destrosier, 2004; Ihekeronye et al., 1985).The low moisture content would enhance storability of the product, reduce post-harvest losses and subsequently tackle food insecurity. The water absorption capacity for the values of the fermented sweet potato flour samples C and D are 1.84 ± 0.01g/g and 1.77 ± 0.03 g/g respectively. The result reveals that there is no significanat difference in the values for both samples. Onimawo and Egbekun (1998) reported that the water absorption capacity gives an indication of the amount of water available for gelatinization during the heat processing. Shimles et al. (2006) also reported that water absorption of flours are influenced by a number of factors such as hydrophilic hydrophobic balance of amino acids, molecule size and shape.
The swelling capacity values 86.67 ± 3.33% and 96.67 ± 3.33% for samples C and D respectively. the swelling capacity of flour depends on particle size particles, types of variety and types of processing methods and unit operations (Adebowale et al., 2005).
Sweet potato has been reported to have a great potential in curbing malnutrition particularly in developing countries (Woolfe, 1992). Sweet potato can be consumed as fermented or unfermented. Moreover, these sweet potato products can be produced by small and medium scale entrepreneurs. Starter culture is one of the prerequisites for the establishment of small scale industrial production of fermented foods in Africa. Presently indigenous starter cultures are not available in Nigeria (Holzapfel, 1997). Nevertheless, this present study suggests that starter cultures can be used in the fermentation of sweet potato into flour and its use will help reduced fermentation
REFERENCES
|
Adebowale YA, Adeyemi IA, Oshodi AA (2005).Functional and physicochemical properties of six Mucuna spp. Afr. J. Biotechnol. 4(12):1461-1468.
|
|
|
|
Akinrele IA, 1970. Fermentation studies on maize during the preparation of a traditional African starchcake food. J. Sci. Food Agric. 21:619-625.
Crossref
|
|
|
|
|
Anthonio GC, Takei CY, de Oliveria RA, Park KJ (2011). Morphological and Physiochemical characteristics and technological process. J. Fruit, Vegetable Cereals Sci. Biotechnol. 5(2):1-18.
|
|
|
|
|
Asmahan A Ali, Muna M Mustafa (2009). Use of Starter Cultures of Lactic Acid Bacteria and Yeasts in the Preparation of Kisra, a Sudanese Fermented Food Pakistan J. Nutr. 8(9):1349-1353.
|
|
|
|
|
Association of Official Analytical Chemist (1990). Official methods of analysis, 15thed., AOAC, Arlington VA.
|
|
|
|
|
Association of Official Analytical Chemist (2010). Official methods of analysis, 18thed., A.O.A.C, Arlington VA.
|
|
|
|
|
Brauman A, Keleke S, Maloga M, Miambi E, Ampe F, 1996. Microbiological and biochemical characterization of cassava retting, a traditional lactic acid fermentation for foo-foo (cassava flour) production. Appl. Environ. Microbiol. 62:2854-2858.
|
|
|
|
|
Choi S, Beuchat LR, Perkins LM, Nakayama T (1994). Fermentation and sensory characteristics of kimichi containing potassium chloride as partial replacement of sodium chloride. Int. J. Food Microbiol. 21: 335-340.
Crossref
|
|
|
|
|
Collins, Lynes (1989). Microbiological methods 6tth edition publishers butterworth and co ltd'. Academy Press: London; pp. 228-230.
|
|
|
|
|
Coulibaly Ibourahema, Robin Dubois Dauphin, Destain Jacqueline, Philippe Thonart (2008). 'Characterization of lactic acid bacteria isolated from poultry farms in Senegal. Afr. J. Biotechnol. 7(12):2006-2012.
Crossref
|
|
|
|
|
Destrosier NW (2004) .The Technology of Food Preservation,4th ed., BS Publisher and Distributor, India. pp. 340-363.
|
|
|
|
|
Dziedzoaze TN, Ellis WO, Oldham JH (1996). Effect of cassava varietal differences and fermentation time on the quality of a gbelina.
|
|
|
|
|
Duhan JS, Nehra K, Gahlawat SK, Saharan P, Surekha (2013).Bacteriocins from Lactic Acid Bacteria. In "Biotechnology: Prospects and Applications (Eds. RK. Salar SK, Gahlawat P, Siwach, Duhan JS. Springer, New Delhi, Heidelberg, New York, Dordrecht, London pp. 127-142.
|
|
|
|
|
Farahat FH (1998). Microbiological and biochemical tests on the traditional sorghum fermentation. M.Sc. Thesis, University of Khartoum, Sudan.
|
|
|
|
|
Gobbetti M, Corsetti A, Rossi J (1994). The Mohammed SI, Steenson LR and Kirleis AW 1991. 'Sourdough microflora. Interactions between lactic acid bacteria and yeasts: metabolism of carbohydrates'. Appl. Microbiol. Biotechnol. 41:456-460.
Crossref
|
|
|
|
|
Gobbetti M, Corsetti A (1997). Lactobacillus sanfrasisco-a key sourdough lactic acid bacterium: a review. Food Microbiol. 14:175-187.
Crossref
|
|
|
|
|
Halm MA, Lillie AK, S Oresen and M Jakobsen,1993. Microbiological and aromatic characteristics of fermented maize doughs for kenkey production Ghana. Int. J. Food Microbiol., 19:135-143.
Crossref
|
|
|
|
|
Hansen A, Hansen B, (1996). Flavour of sourdough wheat crumb. Z. Lebensm.-Unters.-Forsch-, 202:244-249.
Crossref
|
|
|
|
|
Harrigance WF, McCance MF (1976). Laboratory methods in food and diary microbiology. Academy Press: London. pp. 228-230.
|
|
|
|
|
Hedges AJ (2002).Estimating the precision of serial dilution and viable bacterial counts'. Int. J. Food Microbiol. 76(3):207-214.
Crossref
|
|
|
|
|
Hounhouigan DJ, Nout MJR, Nago CM, Houben JH, Rombouts FM, (1993). Microbiological changes in Mawe during natural fermentation. World J. Microbiol. Biotechnol. 10:410-413.
Crossref
|
|
|
|
|
Holzapfel W (1997). 'Use of starter cultures in fermentation on a household scale. Food Control 8:241-258.
Crossref
|
|
|
|
|
Ihekeronye AI, Ngoddy PO (1985). Integrated Food Science and Technology for the Tropics, Macmillan Publishers.
|
|
|
|
|
Kirleis AW (1991). 'Sourdough microflora. Interactions between lactic acid bacteria and yeasts:metabolism of carbohydrates'. App. Microbiol. Biotechnol. 41:456-460.
|
|
|
|
|
Kunene NF, Geornaras I, Von Holy A, Hastings JW (2000). Characterization determination of origin of lactic acid bacteria from a sorghumbased fermented food by analysis of soluble proteins and amplified fragment length polymorphism finger printing. App. Environ. Microbiol. 66: 1084-1092.
Crossref
|
|
|
|
|
Mbugua SK (1984). Isolation and characterization of lactic acid bacteria during the traditional fermentation of uji. East Afr. Agric. For. J. 50:36-43.
|
|
|
|
|
Melaku U, Faulks RM (1988). 'Effect of fermentation on carbohydrates in tef (Eragrotis tef) . Food Chem. 27:181-189.
Crossref
|
|
|
|
|
Nche PF, Nout JR, Rombouts FM (1994). Effect of cowpea supplementation on the quality of kekey, a traditional Ghanaian fermented maize food. J. Cereal Sci. 19:191-197.
Crossref
|
|
|
|
|
Nago MC, Hounhouigan JD, Akissoe N, Zanou E, Mestres C (1998). Characterization of the Beninese traditional ogi, a fermented maize slurry: physiological and microbiological aspects. Int. J. Food Sci. Technol. 33:307-315.
Crossref
|
|
|
|
|
Odunfa SA, Adeyele S (1985). Microbial changes during traditional production of ogi-baba, a western Africa fermented sorghum gruel. J. Cereal Sci. 3:173-180.
Crossref
|
|
|
|
|
Olasupo NA, Olukoya DK, Odunfa SA (1997). Identification of Lactobacillus species associated with selected African fermented foods. Zeitsch. Naturforsch, 52:105-108.
|
|
|
|
|
Ikeorgu JA (2000). Root and tuber crops of Nigeria, Production challenges and future, in: Agronomy in Nigeria, Department of Agronomy, University of Ibadan, Nigeria, International food policy research report 2013. ISO 712. Cereals and cereals products- Determination of moisture content reference method.
|
|
|
|
|
Mc Feeters RF (2004). Fermentation microorganisms and flavor changes in fermented food. J. Food Sci. 69(1):35-37.
|
|
|
|
|
National Root Crop Research Institute NRCRI (2012). Sweet potato pogram: Development of New varieties with desirable attributes.
|
|
|
|
|
Nout MJR (1991). Ecology of accelerated natural lactic fermentation of sorghum- based infant food formulas. Int. J. Food Microbiol. 12:217-224.
Crossref
|
|
|
|
|
Okezie BO (1998). Food security, the role of Post-harvest technology. Food Technol. 52:64-69.
|
|
|
|
|
Oluwole OB, Kosoko SB, Owolabi SO, Salami MJ, Elemo GN, Olatope SOA.(2012) Development and production of fermented flour from sweet potato.(Ipeoma Batatas L.) as a potential food security product. J. Food Sci. Eng. 2:257-262.
|
|
|
|
|
Onwuka GI (2005). 'Food Analysis and Instrumentation: Theory and Practice'.P 134.
|
|
|
|
|
Onimawo AI, Egbekun KM (1998). ''Comprehensive Food Science and Nutrition published by Ambik Press ltd, Benin City, Edo state. pp. 200-208.
|
|
|
|
|
Opere B, Aboaba OO, Ugoji EO, Iwalokun BA (2012). Estimation of nutrition value, organoletic properties and consumer acceptability of fermented cereals gruel ogi. Adv. J. Food Sci. Technol. 4(1):1-8.
|
|
|
|
|
Panda SH, Ray RC (2007). Lactic acid fermentation of beta-carotene rich sweet potato (Ipomea batatas L.) into Lacto juice, Plant Foods Human Nutr. 62:265-270.
Crossref
|
|
|
|
|
Ravindran V, Ravindran G, Sivakanesan R, Rajagieru SB (1995). Biochemical and nutritional assessment of tubers from 16 cultivars of sweet potato (Ipomea batatas L.), J. Agric. Food Chem. 43:2646-2651.
Crossref
|
|
|
|
|
Sanni AI (1993). The need for process optimization of African fermented foods and beverages. Int. J. Food Microbiol. 18:85-95.
Crossref
|
|
|
|
|
Shimelis EA, Meaza M, Rakshit SK (2006). physicochemical properties, pasting Behaviour and functional charcteristice of flours and starches from improvedbean (phaseolus vuigarus L.).Varieties Grown in East Africa. Agricultural Engibnerring International: CIGRE J. Manuscript FP 05 015.Vol VIII.
|
|
|
|
|
Smita H, Parmanick PM, Ray RC (2007). Lactic acid fermentation of sweet potato (Ipomea batatas L.) into pickles, J. Food Process Preser 31(1):83-107.
Crossref
|
|
|
|
|
Steinkraus KH (1995). Handbook of Indigenous Fermented Foods. New York, Marcel Dekker, Inc. P 776.
|
|
|
|
|
Steinkraus KH (1996). Handbook of Indigenous Fermented Foods. (2nd Edn.), Marcel Dekker, New York. Tuber Crops, International Potato Centre (CIP), Lima, Peru, 1992, pp. 41-50.
|
|
|
|
|
Stolz P, Vogel RF, Hammes WP (1995). Utilization of electron acceptors by Lactobacilli isolated from sourdough. Z. Lebensm. Unter.-Forsch, 201:402-410.
Crossref
|
|
|
|
|
Talaro KP, Talaro A (2002). Foundation in Microbiology, 4th ed., Publisher McGraw Hill College.United States Department of Agriculture, National Nutrition database (2009-2015).
|
|
|
|
|
Wolfe JA (1992). Sweet Potato, an Untapped Food Resources, Cambridge University Press, New York, USA, P 643.
|
|
|
|
|
World Health Organization WHO (1996). Indicators for assessing vitamin A deficiency and their application in monitoring and evaluation intervention programs, Geneva, Switzerland: WHO.
|
|
|
|
|
Zhang D, Collins WW, Andrade M (1998). Genotype and fertilization effects on trypsin inhibitor activity in sweet potato, Hort. Sci. 33(2):225-228.
|
|